Eric Worpe delivered another of his superb technical presentations to the attendees at the MGCC T Register’s ‘Rebuild’ seminar back in the Spring. I’m most grateful to Eric for taking time to write up his presentation and for taking photographs of those wonderfully explicit drawings of his which help to make the subject matter ‘live’.
It’s probably as well that we choose not to agonise about the lack of efficiency of an internal combustion engine as we strive to improve the performance of our T-Types. The realisation that some 75% of the fuel’s energy is wasted as lost heat would be quite dispiriting.
By way of an example, even running the engine at its greatest efficiency (coinciding with its peak torque output at around 2,800 rpm) which gives a useful power output of about 34 BHP, the equivalent of 100 BHP is generated as heat; some 50 BHP through the exhaust and 50 BHP through cooling. That’s sufficient energy to enable one to make a cup of tea every second.
Internal combustion engines burn fuel at temperatures that can melt cast iron, which rather focuses the mind on finding ways to dissipate waste heat. Removing high levels of heat from a concentrated source would need massive cooling fins radiating out from the cylinder head if direct air cooling were to be used, plus a generous flow of cool air. Not a problem with a propeller stuck in front of an aircraft engine.
The alternative is to use a high specific heat capacity liquid to remove heat from the confined source and then dump the heat in an efficiently designed device for dissipating heat into an air stream. Water, which is usually used as the liquid medium, boils only slightly higher than the optimum temperature for engines to run at. This leaves little head room for overheating before steam is produced.
However, although generating steam absorbs considerable heat energy for a very small rise in temperature, the steam once generated is unable to absorb much heat, causing a rapid rise in the temperature of the engine block. Any sudden rise in the temperature of the block may not initially be apparent as the steam condenses when in contact with the coolant in the radiator’s header tank and escapes as water vapour through the overflow pipe under the car.
Fortunately, the XPAG’s cooling system was designed with a generous cooling capacity, able to cope with most situations. The design of the cooling system should prioritise the inlet ports and valves; these need to be as cool as possible as heat expands the incoming air and thus reduces the density of air available for combustion. Driving on cold mornings usually generates a much broader grin, not so much from clenched teeth due to the cold, but from the enhanced performance of the engine. At the same time, heat from the exhaust ports and valves also needs to be removed, so most of the coolant flow is directed through the cylinder head.
Engines can be subject to external temperatures ranging from -10 to +40 degrees centigrade and have to cope with widely varying engine loads from idling to full power. Trying to maintain a suitably stable engine temperature, despite such diverse operating conditions, has resulted in some ingenious ideas from temperature controlled radiator grill slats to the ubiquitous thermostat.
The skirted thermostat in the XPAG is quite sophisticated, compared with everything else, Figure, 1.

Figure 1 – Original skirted thermostat.
When the engine is cold and the thermostat’s valve closed, all the coolant is directed through the by-pass loop. This maintains sufficient flow to scavenge out any hot-spots in the cylinder head and helps even out any temperature variations within the engine block. Differential temperatures and hence expansion effects, stress the cast iron block which is weak in tension and thus prone to cracking.
As the by-pass loop coolant flowing through the head reaches the operating temperature of the thermostat, the valve starts to open and at the same time, an attached skirt begins to shut down the by-pass loop. Ultimately when the engine is generating sufficient heat, the thermostat valve will be fully open and the by-pass loop closed off so that all the coolant is pumped through the radiator. However, before reaching this stage, the thermostat apportions what coolant flows through the radiator and what portion flows through the by-pass loop so as to maintain a constant engine temperature whilst achieving the maximum flow rate. This is a feature not provided by substituting “modern” thermostats for the skirted type. Figure 2.

Figure 2 – Modern thermostats in original housing.
The need for skirted thermostats in modern engines is obviated by the use of Nodular cast iron in the engine blocks. Nodular iron differs from grey cast iron in that the free graphite is present as compact, isolated nodules rather than as flakes dispersed throughout the cast iron. This reduced potential cracks propagating along the fault lines created by the alignment of graphite flakes.
This improvement in casting during the mid-1950s was due to the addition of Magnesium and special heat treatment of the cast iron. Consequently, full flow through a by-pass loop was no longer essential due to the increased strength and ductility of Nodular cast iron.
The thermostat isn’t just there to allow the engine to warm up quickly, but to stabilize the engine running temperature at an optimum level and thus reduce stresses within the cast iron block.
Original skirted type thermostats are now available, but I’ve discovered that their assembly lacks the correct adjustment that synchronises the opening of the valve with the closing of the by-pass loop. Looking through the by-pass port should reveal the skirt’s top sitting level with the opening. However, the skirt on some appears to sit some 4mm below the opening, which ultimately prevents it completely closing off the by-pass port at the correct operating temperature. The actual thermostat bellows may soon be available as a separate item for self-assembly in existing housings.
Coolant Flow Paths
Much credit is due to Claude Bailey, designer of the X-Series engines. He paid particular attention to having full flow filtered lubrication and a pumped cooling system that prioritised the cylinder head, whilst also cooling the area of the bores swept by the piston rings.
Coolant flow is “assisted” by the water pump’s impeller to flow along a duct under the manifold to the rear of the block, where it rises up to the back of the cylinder head through an elongated hole in the gasket, if fitted correctly. Some coolant is also directed through two narrow vertical slits behind the pump, to cool the front of the cylinder walls. This area would otherwise be exposed to the accumulated heat picked up by the coolant as it flows forwards through the head and on to the thermostat.
The heat generated within the block is carried away by a thermo-syphon action in such a way that both head and the upper block end up running at a similar temperature, leading to reduced differential expansion and thus less stress within the whole head and block, enabling it to be made lighter.
This may seem over-protective, but experience gained with early air- cooled aero engines, showed that rapid cooling of just part of the engine during a non-powered dive, could lead to fractures in the cylinder head.
Figure 3 shows a schematic of the coolant flow. The temperature differences are exaggerated to indicate the problems due to low flow rates.
An absence of turbulence in the coolant flow could encourage wide temperature differences within the engine, so a high flow rate is desirable, confirming the need for an effective by-pass loop during warming up when the thermostat valve is closed.

Figure 3 – XPAG coolant flow.
Pumped Flow Rates
It’s at this point that I admit to indulging in some home spun theory concerning coolant flow rates. Consider the radiator in a near maximum heat generating situation, powering uphill on a hot day. The thermostat would be almost fully open at around 74 deg. C. A fast coolant flow would result in a reduced temperature difference across both engine and radiator. What heat the coolant absorbed whilst flowing quickly through the block would have little chance to cool down during its brief period in the radiator. The whole radiator would sit at an elevated average temperature, with its maximum temperature of 74 deg. C. being defined by the thermostat.
Such a situation actually enhances the cooling ability of the radiator as Newton’s law of cooling states that the degree of cooling depends on the temperature excess.
A slow flow rate would result in any specific volume of coolant absorbing more heat in the engine and conversely would also allow the radiator to dissipate more heat from the same specific volume, resulting in a greater temperature differential. As mentioned, large temperature differentials within the engine increase expansion stress levels.
Fig. 4 illustrates the benefits of high flow rates when the engine is working hard (thermostat fully open). It seems six bladed impellers could offer improvements in cooling.
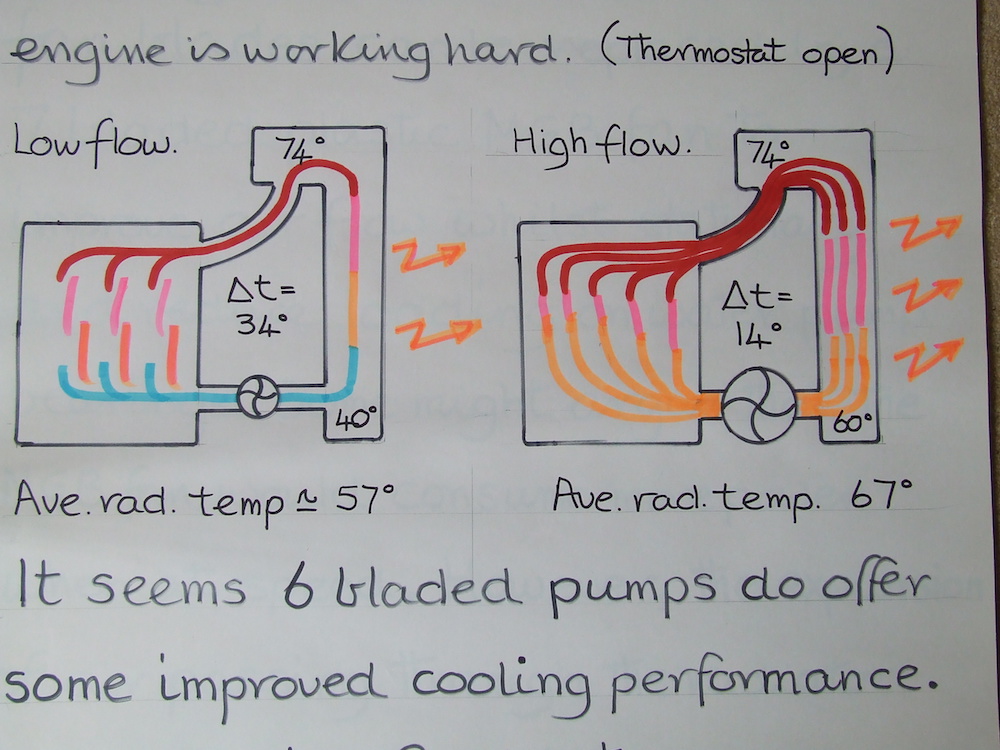
Figure 4 – Low and High flow rates in XPAG.
The Radiator
A bit of a misnomer as most of the heat is lost by convection as air is forced through, due to the car’s forward speed and rotating fan blades. The original unbalanced metal fan blades can be replaced by the 7-bladed plastic fan from the MGB to increase air flow when stationary and reduce loading on the water pump bearings. Some might argue that the MGB fan would consume more power, which is true when stationary. However, when moving forward the velocity of air forced through the radiator becomes similar to the velocity of the displaced air of the fan blades. A back of an envelope calculation showed that at 50 mph and some 3,000 rpm, the air flow through the radiator could be around 4,000 ft/min (*) whilst the average air displacement of the fan would be about 5,300 ft/min. In effect, the fan is only displacing air at around 1,300 ft/min.
(*) The air velocity through the radiator is an unknown, any air flowing through the radiator fins expands due to the absorbed heat, resulting in an increased velocity of the air leaving the radiator. An added bonus is the forward thrust generated which can, with careful design, equal the drag of the radiator. This is known as the Meredith Effect. Somehow, I doubt if Morris Radiators would have considered such an issue in their design.
Over Heating
Loss of coolant: leakage or evaporation due to open vented system.
Furred-up radiator: Is this due to calcium or rust deposits in the narrow brass tubes? For a thorough de-scale, the radiator would need to be removed and a pumped re-circulating flushing loop set up.
For rust deposits, mix Phosphoric or Oxalic acid (available as powder) with hot water.
For calcium deposits, mix Citric acid (available as a powder) with hot water. An alternative is Muriatic acid or Spirits of Salt, which is a dilute form of hydrochloric acid and therefore hazardous.
After flushing with acids, use a neutraliser flushing solution with Baking Soda and then follow up with several plain water flushes. The final fill should be with de-mineralised water from a dehumidifier with blue anti-freeze added.
Engine sludge: resides in the bottom of the water jacket and is best removed mechanically. The engine probably needs to come out, core plugs removed, “off with its head”, and the water ways assaulted with say, a screwdriver blade. Any debris can then be blasted away with a jet washer. Further de-rusting with Phosphoric or hot Oxalic acid solutions, followed by neutralising and flushing may be needed. Alternatively, some engine machinists offer a “hot tank” or steam cleaning service for dismantled engines. You may need to check that the white metal front camshaft bearing will not be affected.
Head gasket the wrong way around: reduces coolant flow to the head.
Radiator shell’s slats: obstructing air flow too much.
Damaged radiator fins: blocked air gaps between fins.
Faulty thermostat: housing full of corrosion detritus.
Slipping fan belt: loose impeller on water pump shaft.
Reduced engine efficiency: poor compression, worn down camshaft lobes, incorrect timing set up.
Poor tuning: engine has to work harder for a given performance.
A retarded ignition delays complete fuel combustion, resulting in a delayed peak pressure point (normally around 15 deg. after TDC). The consequential loss of engine efficiency reduces performance.
A lean mixture can increase combustion temperatures due to a slowed down “burn time” to the extent that fuel could still be burning as the exhaust valve opens. Maximum power is delivered from a controlled explosion at the optimum “burn rate”.
Faulty gauge: calibrate by placing sensor bulb in hot water.
“Blown” head gasket: combustion gases escape into coolant.
Obstructed exhaust system: misplaced absorber material in silencer.
Water Pump
There have been several variations in the type of carbon/graphite seal, how the bearings are located and the type of spindle. Pumps recently available have proved less reliable due to short cuts in manufacturing.
Of greatest significance is the absence of a suitable surface for the carbon/graphite seal to rub against. Carbon seals work best when thrust up against a hard and polished surface, usually ceramic, or in the case of the original pumps, a phosphor bronze washer.
New pumps have a slightly modified seal thrust up against the machined surface of the cast iron impeller. The reduced contact surface area of new carbon seals, rubbing against a cast iron surface, reduces the life of the seal. Coolant then leaks into what used to be an intermediate drainage chamber.
This used to be isolated from the bearings by a secondary seal consisting of two rotating steel washers, one of which is keyed to the shaft. The two steel washers sandwich a felt washer which makes contact with the chamber walls. Not the most effective of seals, but it guided any leaked coolant to drain away through a large hole in the bottom of the chamber.
This facility is absent from the latest pumps and combined with a too small hole which corrodes up and becomes blocked, allows coolant to contaminate the nearest ball bearing; hence a short life expectancy. Any slight rocking of the fan blades is a warning sign.
Fig. 5 illustrates the earliest pump which used a pin driven, spring loaded graphite cup thrust up against a fixed graphite seal. This design suffered from a poor seal between the graphite cup and the shaft.

Figure 5: Early water pump.
Fig.6 illustrates the later improved pump with a rubber bellows enclosing a spring-loaded graphite seal thrust onto a bronze thrust washer, silver soldered onto the impeller. This version is the best available and worth rebuilding.

Figure 6: Later improved pump.
Modern versions omit the locating shoulder on the shaft and only have a circlip to locate the bearings. If the pulley nut is tightened robustly, the circlip risks being displaced and the shaft consequently dislodges which then increases the pressure of the graphite seal on the already inadequate thrust surface of the impeller. The fan pulley also risks becoming loose.
However, modern pumps can be modified by attaching a collar to the spindle, replacing the circlip. An improvised secondary seal, made from a thick plastic washer, makes an interference fit in the drain chamber adjacent to the rear bearing and steers any leakage through an enlarged drain hole. The impeller can be counter bored to take a flanged bronze bush with a polished thrust face. New seals are available from Jonathan Welch, who has identified a similar seal to the original; the cast iron seat for the seal might need machining to allow an effective fit. Sealed ball bearings are now available, type 6301-2RSH.
Fig. 7 shows the suggested modifications. One tricky issue is the plug welding of a collar to the old shaft, two plug welds on opposite sides should minimise any distortion.
 Figure 7: Modifications to modern pump.
Figure 7: Modifications to modern pump.
Temperature Sensor Position
Two alternative positions exist:
(A) In the cylinder head outlet which shows when the temperature set by the thermostat has been reached and then any over-temperature.
(B) In the radiator header tank. This only shows a temperature increase when the thermostat has started to open. However, it does give an indication of the potential cooling capacity left in the system. Some of the hot coolant at 74 deg. flows through the thermostat and mixes with coolant in the header tank resulting in a reading of typically 65 to 70 degrees C.
If the coolant temperature increases, less coolant will be directed through the by-pass and the increased flow through the thermostat raises the indicated temperature in the header tank, revealing the reduced cooling headroom left in the system. Eventually, the indicated temperature might exceed the 74 deg. C of the thermostat as the engine overheats and the gauge reading will then follow the level of over-heating as in (A).
Position (B) seems to give more information on the cooling system, with the possible added bonus of indicating whether the coolant level in the header tank has fallen, exposing the sensor bulb. This should produce an unexpected drop in the gauge temperature reading.
Heater Take Off Points
Hottest coolant is from the feed to the thermostat. XPAGs in saloon cars had the “take off” from the elbow connecting the cylinder head to the thermostat housing. The return point could be placed at the back of the cylinder head, using a “take-off” connected to the cover plate.
Ed’s note: You now have all the information you will ever need about how the XPAG cooling system works. Eric has been at pains to describe it in relatively simple terms so that even ‘plugs and points men’ like me can understand it.If you need your water pump rebuilt you won’t go far wrong in entrusting it to E.P. Services in Wolverhampton.
I always feel re-assured when using a company that has been in business for over four decades and they did a superb job on my XPAG pump.
Recently, TC owner, David Lewis has been in touch to report excellent service from this company: E.P. Services http://www.ep-services.co.uk
If you want a new pump which gives approximately twice the volume and pressure of the original Factory fitted item, Racemettle in Gainsborough, is the place to go http://www.racemettleltd.co.uk
A word of caution is called for here – these pumps will certainly work better than your old one, which, if it is on its last legs, might be good for stirring tea, but not for effectively circulating the coolant. If you have (to use Eric’s term) corrosion detritus in your system these pumps will find it and I know that E.P. Services recommend dealing with it before fitting their rebuilt pumps (for which they offer a lifetime quality guarantee).
Finally, mention was made of Jonathan Welch. Jonathan is a TC and PA owner and runs a company specialising in seals for classic vehicles. http://www.oilsealuk.co.uk (He stocks thousands!).




















































