
By David Braun P.E.
Email: [email protected]
Website: http://www.dbraun99.com/
The following is a simple step-by-step guide for tuning your SU carburettors using a different method from that usually suggested in the various books published by BMC, Haynes, SU or Burlen Fuel Systems. This paper doesn’t try to explain how to rebuild your carburettors, the manuals available on the market do a fairly good job of that. Instead, it allows you to perform some simple tests to determine the condition of your carburetors as they sit on your car; how to adjust them; or if you need to remove them and repair certain functions.
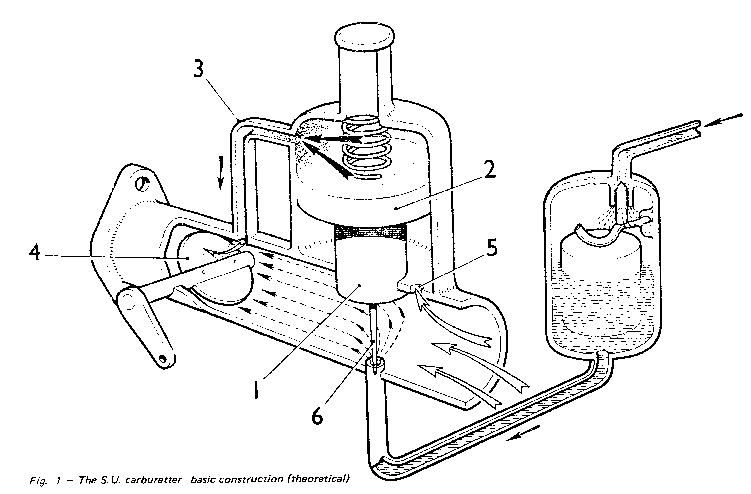
From Tuning S.U carburettors by G. R. Wade
- Piston venturi. Squeezes down the area of flow.
- Piston surface. This is a clearance fit that governs the drop test times. If the piston is brass (or has steel weight on upper rim) no spring is needed.
- Suction dome vent. Communicates the downstream pressure with the upper side of the piston.
- Throttle disk. Controls the amount of air the engine receives.
- Piston vent. Communicates the upstream ambient pressure with the lower side of the piston
- Needle. Moves up and down with piston to increase or decrease the amount of fuel picked up from the bridge.
The SU carburettor has four moving parts. Taken in order of their function, they are:
- The float and needle;
- The sliding jet to facilitate starting;
- The throttle disk and shaft;
- The variable venturi piston and suction chamber.
Assuring that these four parts are in working order and then adjusting these parts to work in concert with each other (and in multiple carburettor set-ups, with the other carburettor(s)) is the key to tuning the SU carburettor.
Preparation
Setting up and tuning an SU carburettor is based on the premise that both the engine and the carburettor are in good shape. The following should be checked on the engine prior to setting up the carburettor to determine if the situation will lend itself to optimal timing, or if expectations should be lowered to ‘good enough’.
| XPAG or XPEG Engine | ‘B Series’ Engine | |
|
Engine Compression This will assure even airflow through the intake manifolds into the engine. | About 145 psi all cylinders within about 15 psi of each other | About 170 psi all cylinders within about 17 psi of each other |
|
Valve clearance Helps the engine breath by facilitating airflow at the proper moments during its cycle. | Follow the indication on the valve cover or as suggested by the manufacturer of the cam installed, but likely 0.019, 0.015 or 0.012 inch for an XPAG; 0.015 or 0.012 inch for an XPEG | As suggested by the manufacturer of the cam installed, but likely 0.015 inch. |
|
Sparkplug Gap Promotes the complete burning of the combustion charge under compression. | 0.025 inch with standard coil and points. 0.030 inch with Pertonix ignition. | 0.032 inch |
| Dwell sets up the cycle period of the coilwith standard points (omit with electronic ignition –Pertronix but do check the wires for chaffing inside the distributor cap). | 0.015 inches of point gap will yield 60º of dwell with the high lift distributor cam. | 0.015 inches of point gap will yield 60º of dwell with the modern distributor cam. |
|
Timing Initial setting to time the flame front in the cylinder. Use whatever timing advance your car will tolerate without pinging under load. | A good starting point is 8º before top dead center (BTDC) static timing or at low idle. With 8º static and 25º mechanical advance the timing will be about 33º at 3,500 rpm. | 14º BTDC at idle with the distributor advance vacuum hose disconnected and plugged. |
In addition, the carburettor should be checked carefully for: (already completed on rebuilt carburettors)
- The throttle disks should seat evenly in their bores with no sticking or misalignment, with the sharp edge seating last.
- The pistons should pass the suction chamber drop tests at the same rate:
3-5 seconds for a 1-1/4″ and smaller carburettor
5-7 seconds for a 1-1/2″ and 1-3/4″ carburettor. - The throttle shafts should be secure in their bores with no noticeable leakage.
- The jets should be centered and the needles should not show evidence of wear from sliding along the sides of the jet.
Correct any questionable conditions in either the engine or the carburettors. The tuning methods will still be helpful but optimal results will only be achieved on a well-maintained engine and carburettor system.
Theory
The manuals, including the SU publications, state that the float bowl fuel height is set by inserting the properly sized bar stock or a drill rod between the forks of the shut off lever and the lid. (already completed on rebuilt carburettors) Since the float bowl fuel height is directly communicated to the bridge fuel height (a liquid seeks its own level) it is important to get this measurement correct. The manuals rarely tell you that the resulting level of fuel at the bridge should be 0.120 to 0.200 inch below the bridge.
The other critical item to be undertaken is the depth of the jet below the bridge. (already completed on rebuilt carburettors) The manuals give the starting point as six flats (one full jet adjusting nut turn) down. But what they don’t tell you is that the preferable starting point for the depth of the jet below the bridge is 0.070 inches. Again, there are several factors that can affect the relationship between six flats and the optimum depth of the jet and the corresponding depth of the carburettor needle.
- Thickness of the jet adjusting nut
- Length of the jet
- Packing around the jet centering nut
- Carburettor body thickness
- Placement of needle in the piston.
On a single carburettor installation, the variances are not a big deal, but on multi-carburettor installations the manuals suggest that each adjustment is made the same amount on each carburettor. If the variances stack against each other so that the starting points of the two essential measurements are not the same on each carburettor, making each adjustment the same amount on each carburettor will not result in the same state of tune for each unit. Varying the settings on either carburettor independently of the other will soon result in confusion and a lack of certainty with respect to both the starting point and the state of tune achieved. The following method will eliminate much of the confusion, provide an excellent starting point for tuning and allow for consistent results. Consistent results will yield the maximum performance of the fuel delivery system to the engine, which in turn gives us the maximum performance that can be reasonably expected. And that’s exactly what we want.
In Practice
These instructions are for existing carburettors and provide several good starting points. For rebuilt carburettors by dbraun99 LLC, the steps already completed are noted. In general, note that the pistons and suction chambers are paired, and should not be mixed and matched without reason. Any parts that are removed should be replaced in the same orientation on the same carburettor from which they were removed. Placing items on a clean cart in order of removal is advised. Some of the parts are old and of dissimilar metals. Corrosion may be present. Proceed cautiously with disassembly to avoid breakage.
Step 1. (already completed on rebuilt carburettors) With the air cleaners removed, unscrew the caps and remove dampener and rods from the top of the suction chambers. Check that the jets are centered by lifting the pistons to the top of their travel and allowing them to drop. They should fall quickly to the bridge with a satisfying click. If they hang up midway or don’t fall fully to the bridge, center the jets.
Step 2. (already completed on rebuilt carburettors) Remove the suction chambers and pistons from the carburettors, being careful not to mix up the two sets, and being careful to assure that the pistons and suction chambers remain in exactly the same orientation to each other. Pour out the dampener oil. Note that the venting holes in the pistons go to the rear of the carburettor body and are keyed by a side or front key.
Step 3. (already completed on rebuilt carburettors) If you haven’t completed your drop tests, plug the vent holes (and the top of the suction chamber, if you have the vented type) and perform the tests, allowing the suction chambers to drop off the pistons onto a soft surface.
Step 4. (already completed on rebuilt carburettors) Using a dial caliper or metal rule, adjust each needle to the same depth from its corresponding piston face.
Step 5. (already completed on rebuilt carburettors) Remove the choke return springs from the choke assemblies at the bottom of the jets and screw the jet adjusting nuts to their full up positions. Exercise the jets up and down in their packing.
Step 6. (already completed on rebuilt carburettors) Turn on the ignition and let the pump click until the bowls are full, or turn the engine over and allow the mechanical fuel pump to fill the bowls. Now look down from the top of the carburettor and note the height of the fuel in the bridge. Move the jet up or down until the level of the fuel stabilizes in the bridge and the height of the jet matches the level of the fuel. It will take several tries to get this right. Using a dial calliper, measure the depth of the jet below the bridge. Since the jet is now residing at the same height as the fuel, the depth of the jet represents the depth of the fuel below the bridge. Each carburettor should have the same fuel depth within ± 0.020 of each other, and both fuel depths should be 0.160 ± 0.040. It takes some practice to measure the depth of the jet below the bridge. The goal is to keep the dial calliper perpendicular to the bridge. The dial calliper, if set too tightly, will push the jet down, disrupting the measurement, and if set too loosely will make it difficult to accurately measure the depth.
Step 7. (already completed on rebuilt carburettors) The difference in the measurements from optimum in each carburettor bridge is the amount the fork must be changed in the corresponding float bowl lids. Either eyeball the change and re-check, or measure the current setting of the float fork with bar stock or a drill rod and select a new bar or rod of the correct size. Each 1/32 difference in rod will change the setting 0.03 inch. Do not be surprised if the new settings are vastly different from the original 7/16 inch quoted in the manuals (for H Series) or 3/16 inch (for HS Series), and different for each float bowl.
Step 8. (already completed on rebuilt carburettors) Remove any excess fuel if needed, refit the float bowl lids and allow the pump to refill the bowls. Repeat the measurement in Step 6, and repeat Step 7 if needed. Reinstall the float bowl lids a final time once you are satisfied.
Step 9. (already completed on rebuilt carburettors) Lower the jet adjusting nut 9 flats down (1-1/2 turns of the nut). Set the dial calliper at 0.070 inch and lock the setting with the setscrew. Reposition the dial calliper as you did for the fuel depth measurement and turn the jet adjusting nuts up a flat and push up on the jets to fully seat them against the nuts. Repeat until the jet is 0.070 below the bridge. It may be necessary to back off the adjustment a bit the closer it gets to the proper setting. Continue to keep the jet fully against the adjusting nut. This is the starting point for idle mixture on the carburettor, and probably within 0.010 of optimal.
Step 10. (already completed on rebuilt carburettors) Replace both piston and suction chamber assemblies being careful of their orientation. Recheck the piston drop to assure that the jet is still centered. If the jets are not centered, adjust as needed and repeat Step 9.
Step 11. Loosen the throttle bar clamps and make sure each throttle moves independently from the other. Back off the idle adjustment screws, then turn each down one full turn.
Step 12. Start the engine. After a bit of warm up adjust the throttle screws EVENLY until a steady 1200 rpm is achieved. Using a Unisyn, a rubber hose, or SU kit cat’s whiskers adjust the idle screws INDIVIDUALLY until the rush of air into each carburettor is equal, and the car is idling at 1200 rpm when warm.
Step 13. Lock the throttle bar clamps. Note that locking the clamps does not preclude some twist and variance caused by the accordion form of the clamps, so it is important from here on that both idle adjustment screws be adjusted the same amount.
Step 14. With the engine turning over at 1200 rpm, raise each jet adjusting nut one flat and note if the engine increases or decreases. Go up a second flat on each jet. At each adjustment assure that the jet is fully against the jet adjusting nut. When the idle speed starts to decrease, note the number of flats. If the process has taken more than a minute, clear the engine by blipping the throttle.
Step 15. Note the engine rpm. Readjust the engine to 1200 rpm with the idle adjustment screws. Turn the adjusting nuts down (lowering the jet) one flat at a time on each unit. Note the number of flats for the greatest increase in engine rpm and also where the rpm starts to decrease as you continue to lower the jet adjusting nuts. The difference between the greatest engine rpm and where it starts to decrease should be about two flats. Adjust the jet adjusting nuts to be between the greatest engine rpm and where it starts to decrease.
Step 16. Clear the throttle and adjust the engine rpm with the idle adjustment screws to between 500 and 800 rpm depending on your preference. With the flat of a screw driver just beneath the piston, rotate the blade to lift the piston 1/32 of an inch and listen to the exhaust note. It should speed up momentarily and then settle back to idle. If it speeds up and stays there, raise each jet adjusting nuts up one flat. If the engine speed falls off without increasing, lower the jet adjusting nuts down one flat. If no change is perceived, leave the jet adjusting nuts where they are.
Step 17. With the engine off, top off the dashpot oil (engine oil is fine) to within a half-inch of the top of dashpot chamber. As long as you feel resistance when you install the damper and rod you have enough oil. You need a vented cap on the dashpot if you have a non-vented dashpot chamber. You need a dustless cap (one with no vent) if you have a vented dashpot chamber. Reinstall the air cleaners.
Step 18. Take the car for a test drive. It should be set to go. There are additional fine-tuning techniques which can be employed during a test drive to both optimize needle selection and to assure optimum fuel air ratios. On a close to standard engine with standard carburettors, these tests should not be necessary. If acceleration and response aren’t satisfactory, and your engine passed the tests noted above, you may need to do further fine-tuning or search for another problem.
Safety Fast!
A note about the author and dbraun99 LLC:
Dave Braun is a registered mechanical engineer who practices in the areas of aircraft propulsion, systems and certification. He works closely with his clients to assure that designs and manufacturing processes meet FAA requirements and result in safe, profitable and durable products for OEM and aftermarket installations. He is delegated by the FAA to make design approvals on their behalf.
Dave restored his MG TD from 2005 to 2008, developing a website with photos and text to aid in his eventual reassembly of the car. The website grew and was discovered by enthusiasts so he made it available to the general public. There is a donation link on the bottom of the front page of http://www.dbraun99.com/ to help fund the cost of hosting the site. Since then, Dave has restored a 1970 MGB and those pictures are on the site as well.
In the process of tuning his newly restored TD, Dave discovered that a lot of the practices advocated were flawed and/or based on the best technology available at the time of the manufacture of the car. He set out to develop procedures and processes that would allow a more precise tuning given the changes in the intervening years. This carburettor manual is one of those procedures. dbraun99 LLC is also available to rebuild carburettors for various British cars.
Dave has been published on his own website, and in various club newsletters and magazines, including many articles in MG Driver, the magazine of the North American MGB Register. He serves as technical coordinator for the North American MGB Register.
2011-2017 by David Braun, P.E.
Ed’s note
FAA = Federal Aviation Administration, an operating mode of the U.S. Department of Transportation.
OEM = An original equipment manufacturer (OEM) is a company that produces parts and equipment that may be marketed by another manufacturer. The largest OEM company in the world by both scale and revenue is Foxconn, a Taiwanese electronics company which manufactures parts and equipment for companies including Apple, Dell, Google, Huawei and Nintendo.
Source: Wikipedia.
Followed this instruction after I rebuild my carburettors, and it works perfect. It surprised me how much I had to bend the float fork to get the right level of fuel below the bridge. The bar/drill rod that fits under the float fork when I got i right was betweene 1/4″ and 5/16″. Thanks for å good and understanable instruction.