A TF owning member with overheating problems is considering fitting an electric fan to his car. To quote Roy Miller, “Owners tend to think that an electric fan will be a cure-all for an overheating problem, could be the rad or block or both just need cleaning out”. However, if anyone has fitted one to a TF, could they please get in touch?
Jumping out of 3rd gear.
The following is a list of possible causes for this annoying fault. It was given by Barrie Jones in answer to a query from a TD owner:
If it is jumping out of third then it could be a badly worn bearing.
That means taking out the mainshaft and replacing the middle bearing.
Other possible causes:
If the 3rd/4th detent spring is weak or missing, that could cause the problem. I am referring to the middle of the 3 vertical springs.
2) If the 3rd/4th selector shaft has a wear groove along the shaft, that would also cause the problem.
3) Incorrect ignition timing and poor fuel can cause “pinking”, which is not always audible. This causes the engine to vibrate, which can cause the gearbox to jump out of gear.
Positioning direction indicators at the rear
In answer to another query, here’s how Brian Rainbow fitted them to his TA:
“I removed the petrol tank end plates and mounted the 1130 side lights directly onto the tank end plate (it is only a cover after all) and ran the wires including an earth down inside the plate and out at the rear bottom inside corner.”
Supplier recommendation (from Russell Dade).
“I recently realised that I had lost a part from my Gunson Carbalancer, a very small part but an essential one. I emailed Tool Connection and within a day I had the tiny part “With Compliments” a great service. Therefore, please put this company on your approved supplier list.
www.toolconnection.co.uk I have no connection with this company other than being a satisfied client.”
Lightboards (from Steve Priston)
‘This is a little project, to greatly improve the Lucas ST51 rear lights, which you must admit, are far from being positioned in an ideal location for modern motorists to notice very much, now that the modern cars have had theirs sited higher and higher so that they are right in the following driver’s eyeline.
I have already fitted a high-level stop light, behind the spokes of the spare wheel. However, I have over the years fitted one of these LED “Lightboards”, from Paul Goff to all of my illuminated British motorcycles, in either 6 or 12 volts, without ever having a failure, also being considerably brighter, than a tungsten bulb and ideally suited to a lamp design like the ST51, where the bulb is seen from the side, making a simple swap for an LED replacement bulb less than ideal.
As can be seen, you are only looking at removal of the existing bulb holder, by drilling out the rivets, followed by drilling two more holes, for the M3 fixing screws, they have to be mounted as shown because the “flat”, needs to point towards the number plate, as those LEDs are white.
Obviously, a re-paint, with the inside face in silver is on the cards, after the two now unwanted holes, are plugged with some epoxy.
I wasn’t sure if this little mod had been featured before but despite their £25 each price tag, certainly on the back of a bike, many non-armchair motorcyclists wouldn’t consider going out seriously in the dark, without one fitted, especially as being hit from behind, has been the number one killer of riders for some years and that’s in the daylight!
Paul Goff has a good website and even prefers payment by cheque so ideal for those people not inclined to embrace modern banking, although of course he also takes most other methods of payment!”
The following has been received from Paul Busby with apologies to Paul for the delay in publishing. Following on from this is a brief article on the rope seal from Eric Worpe, with similar apologies to Eric.
The rear oil seal article in issue 62 has prompted myself to write a few words on the front oil seal particularly having seen the lip seal being offered as a replacement of the graphited rope original i.e. a plain nitrile rubber lip seal held with mastic in the original housing. This may work in some cases and may for a short term be an improvement on the rope seal but I doubt its suitability as a long- term solution.
Firstly, it must be noted there is a whole science behind the design of lip type oil seals to be fit for purpose. You only have to refer to the manufacturers’ tech data catalogue. It must be remembered that the original rope seal split housing was not machined using the crankshaft as a pilot for the outer diameter of the seal, hence there is potential for eccentricity to exist here (coaxiality/run-out the correct term). The tolerance in housing diameter and oil seal o.d. is very low as is the verticality to maintain the knife edge sealing parameters.
The pulley shaft surface itself needs to meet parameters in order for the seal to perform properly. It is already a secondary fit on the crankshaft itself, leading to potential out of roundness (circularity) max tolerance in the order of 4 microns. The surface of the pulley shaft (the counterface) itself needs to meet hardness and finish requirements. The original pulleys after tens of thousands of miles are probably worn and ribbed from ingress of dirt and debris flying off the fan belt alone. Surface finish should be in the range of Ra 0.2 to 0.8, Rz 1 to 4, Rmax 6.3 and a hardness of 55 HRC or 600 HV for a comparison get hold of a ‘Speedysleeve’ repair kit to give you a flavour of the surface required. A rough surface will destroy your new seal in seconds and particularly if not lubricated on assembly. Make sure the lead edge of your pulley is nicely chamfered or rounded off.
Owners wishing to fit a modern lip type rotational shaft seal should select one that has been designed for use as a crankshaft seal in a petrol engine. Such seals will be most likely made of silicone rubber ‘MVQ’ usually an orange colour and have a ‘wave’ seal not a knife edge seal. This looks like a swirl moulded in like a reverse scroll. (please see close up photo). This produces a hydrodynamic aid to produce sinusoidal edge presented to the shaft and dramatically improves the sealing effect. Silicone rubber permits rotational surface speeds of up to 2 M/sec. An XPAG 36mm dia shaft runs at nominally 9.4 M/sec at 5000 rpm. Some seals also come with the benefit of an additional dust lip to protect against ingress of dirt and debris around the crankshaft seal i.e. fan belt granules.
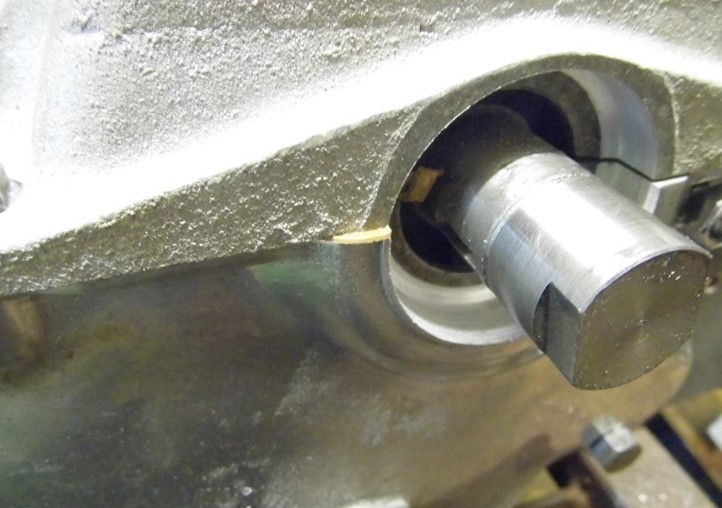
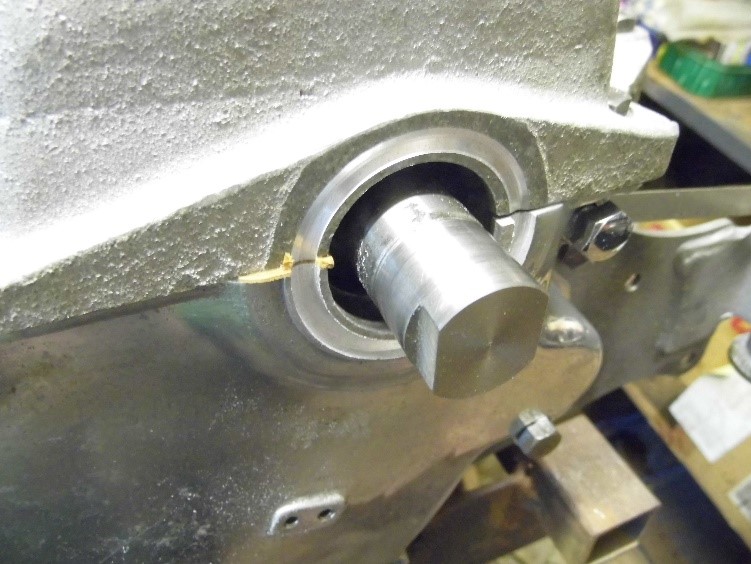
To properly fit a modern crankshaft seal the first move is to ensure the housing is fully concentric with the shaft. As the seals I use are 12mm wide the front flange needs to be cut off which is a bonus as it allows the seal to be fitted/replaced if required without removing the sump and timing cover.
To ensure axial alignment I have for my own engines made up a special cutting tool that pilots off the end on the crankshaft. With sump and timing cover all bolted up with relevant gaskets to ensure ‘pinch’ retention fit of the seal. The new seal housing is simply cut into the sump and timing cover (See photographs of process and finished article).
Note: ‘Speedi sleeves’ are available for 36mm dia shafts. In selecting seals be sure O.D is not too large, else you may break through the rear oil thrower on the timing cover; however, this can be welded up before you start.
Paul Busby
…….and here’s the contribution from Eric Worpe…
Graphited rope seal.
It’s a little embarrassing that some components such as thermostats for our XPAG engines are to be found in the tractor section of old spare parts catalogues. Another such component is the graphited rope oil seal, an item whose roots can be found in steam engines going back to the Industrial Revolution.
This unsophisticated piece of old rope may have unwittingly contributed to the survival of so many T-Types due to the fine spray of oil leaking from the front of the engine and distributing itself over the chassis. Our debt of gratitude is somewhat diminished by replacing it with a modern oil seal, the justification for which has occasionally been due to the incorrect size of rope seal included in some “bottom end” gasket sets.
The original rope seal measured some 9.5 X 7mm, giving a cross sectional area of around 66mm squared. Some of the replacement rope seals measure 10 X 10mm, resulting in a cross- sectional area so large that even if one were able to fit them in to the grooves machined in the sump and timing chest cover, they would “lock up” the crankshaft when the fasteners were tightened.
However, other engines still use such graphited rope oil seals and 1 meter long lengths are available either from vintage tractor spare suppliers or even e-Bay. The nearest size suitable would be the 8 X 8mm Graphited Gland Packing Rope Seal, which gives a similar cross-sectional area to the original rope seal. The rope seal can be cut with a very sharp knife to leave a very slight protrusion either end of its housing groove.
The development of rope seals has not been static and some versions exist made from graphite impregnated woven PTFE; these are not easy to locate and may only be available in long lengths. It could be argued that rope seals are more tolerant of scored running surfaces, so they could still hold their own against modern lip seals.
In the days when I used to go to MG Silverstone, before the event title MG Live! was dreamt up, I always made a point of going to see the display of XPAG Specials. They were all nice cars, but one in particular stood out as far as I was concerned; this was the Mitchell MG.
The Mitchell MG in the XPAG Specials’ tent at Silverstone in 2008. Standing around the car are Jimmy Cox, Pete Neal and the late Don Hayter.
In the last few months, I’ve re-made acquaintance with Bob Hobson (owner of the Mitchell MG, who I met at Silverstone all those years ago and he has been very helpful in sending pictures and text to help me put this article together. I must also mention Peter Neal, who wrote two fine articles entitled MITCHELL’S MONGREL(S) which were published in Safety Fast! in November 2017(PART 1) and December 2017 (PART 2). I have drawn heavily on these articles for background information on the late Terry Mitchell, who was a colleague of Pete’s at Abingdon.
Unfortunately, Terry did not live to see the car as it is now, pictured with his two surviving daughters, Linda and Theresa, at the same Silverstone event.
Terry Mitchell was a gifted and extremely able design engineer. As a young man he had a burning ambition to practice his skills working for the Great Western Railway (GWR), but it was not to be.
He had a fascination for steam locomotives and spent many an hour at Didcot, a railway station local to him on the GWR line, west of London, Paddington. Apparently, so keen was he to find a way in to the engineering side of GWR that he did a spell in the ticket office of his local railway station, but it didn’t open any doors.
Accepting that a career within GWR was not going to materialise, Terry re-focused on other potential job opportunities and looked towards the motor industry in Oxford. He was successful in applying for a position as a trainee design draughtsman with Morris Motors in Oxford.
It was not long before he was working in the MG and Riley office at Cowley, where he quickly ‘graduated’ as a draughtsman working for a time on brake and suspension parts for the Riley Pathfinder.
Terry was living in lodgings in Oxford with a colleague whilst working at Cowley and suggested that his garden shed would be an ideal workshop for the construction of a ‘sports car’. To put this into context, the shortage of cars for the home market in post-war Britain as a result of the need to, in the words of Sir Stafford Cripps, (the then president of the Board of Trade) “Export or die!”, spawned quite an industry in ‘specials’ as a way in to car ownership for young impecunious enthusiasts who could turn a pre-war vehicle into a look-alike sports car.
I’m old enough to remember the ‘Buckler’ brand, the origins of which dated from 1947 when Derek Buckler designed his own chassis to take the engine and running gear from his Ford 1172 cc side valve E93A. Buckler went on to offer chassis which were tailored to customers’ requests, with early bodies made from aluminium and later from fibreglass. Buckler also offered a range of tuning accessories for the E93A.
Terry’s first attempt at a ‘special’ was very likely to have been Ford Ten based, with a home-made body, but having completed it, he moved on to building another in the same shed using a tubular steel (RAF surplus) frame which he designed and welded up himself. This car used parts from a variety of models; a Morris Ten engine, modified front suspension from a Morris Minor, a differential from a Vauxhall 12 and even some turned down shafts from a Bedford lorry. The project took three years of evenings and weekends to complete and was featured in the Nuffield Organisation house magazine Teamwork. A chance remark by Terry to the magazine interviewer that “I’m afraid she’s a bit of a mongrel” led to the car being referred to, and widely known as, “Mitchell’s Mongrel”!
Terry’s hard graft and ingenuity in building, single-handedly a sports car with a coupé style body in a garden shed, combined with his performance as a proficient draughtsman, must have come to the attention of John Thornley, for shortly after completion of “The Mongrel”, he was asked by Thornley to spend a few weeks on loan to Abingdon. This was obviously career progression for Terry since he would be assisting Syd Enever in the design of the bodyshell for a new record breaker (EX179), which would be based on a prototype MGA chassis with an XPEG engine.
As we now know, the project was very successful and led to the opening up in the summer of 1954 of an in-house design office in Abingdon, whose first task would be to complete the engineering on the MGA, which had just been given the go ahead.
Following the success of EX179, Abingdon embarked on yet another record-breaker project, the EX181. Terry, who had been permanently transferred to Abingdon, along with two colleagues when the in-house design office was established, was heavily involved in the car’s development as its principal designer.
Not one to let the grass grow under his feet, and despite what must have been an extremely busy work schedule at Abingdon, Terry had started to plan for his next special. This was to be an open two-seater sports car with appropriate chassis design to obviate the need to use a coupé style body, as was the case previously.
By now, he had married and had bought a bungalow on the outskirts of Abingdon. The building of a large wooden garden shed was an immediate priority. Here, having made a scale drawing of the intended chassis, he cut and shaped the various tubular steel members and took them into Abingdon on a Saturday morning to have them welded up.
The car used many standard parts which were available at the time; the windscreen from a Sprite, the torsion bars from a Morris 1000. Front suspension was based on the TF with MGA hubs and rack and pinion steering. The rear axle was Terry’s own version of the De Dion design, complete with inboard brakes. The Watts linkages installed were well ahead of the time and were later utilised for the BRM and Vanwall race cars.
Terry’s choice of front and rear suspension for his special was similar to that employed on the EX181 record breaker with which he was heavily involved at the time.
The rear axle arrangement.
For the engine, Terry managed to acquire EX173/1, one of two (EX173/1 and EX173/2) which had been specially prepared and used for Goldie Gardner’s blown EX135 record car. When the car was retired from service, EX173/2 remained in the car and EX173/1 became surplus to requirements. As we will learn later in this article a later owner ‘blew it up’ racing an E-type Jag.
Having fitted EX173/1 into the car (still awaiting body panels) Terry proceeded to fabricate a four-branch exhaust, which from the manifold fed into a side mounted silencer in the sill area below the driver’s door. The tail pipe can just be seen emerging a little forward from the off-side rear wheel in the photograph below. Also note, but not readily apparent from the angle this picture was taken, is the forward-sloping radiator, mounted on outriggers. The purpose of tilting the radiator was to gain maximum airflow and also to achieve a low bonnet line.
Having got this far, it was now time to concentrate efforts on the body. Drawing on his experience with EX179, the basic outline of the body was formed by using small, cross-section tubing and then adding plywood templates, cut to shape at regular intervals to form the final contours of the surface. The ‘mock-up’ was then handed over to a specialist metal worker, who turned what he was given into a stunningly beautiful body in aluminium.
The project had taken from 1954 to 1961 to come to fruition, but there was another assignment completed (for a friend) in this period – a three-wheeler reminiscent of an Isetta bubble car – the front of which can just be seen in the next picture of Terry’s car outside his bungalow around 1961.
The Mitchell MG did not stay with Terry for much longer, since now with a young family in tow, a rather more suitable form of transport was required. The car was sold and an Austin A90 Westminster was acquired. More’s the pity since it is estimated that Terry only did 100 miles in his car.
We now close the book on Terry’s ownership and trace the subsequent history of the Mitchell MG.
Bob Hobson, who I mentioned at the beginning of this article, now owns this ‘gem’ – you cannot fail to detect that I love the car! Apart from sending me lots of photos, Bob also sent me a scanned copy of the buff log book. This reveals that there were three owners after Terry and before Bob; all were from the Reading area.
The second entry (after Terry) in the log book is date stamped 1962, the next 1965 and the next 1966. The man who bought the car from Terry did not keep it long for he advertised it in the July 1963 Motor Sport for £850 (information courtesy of Stewart Penfound). The advert stated that the car cost £1,000.
After the final (1966) entry in the log book the car was sent for auction, but no details as to when and where are available (but see later description of the car for the auction).
We now come to the history of the car in Bob’s ownership and fast forward to the 1970s. Bob was living at the time in the Buckinghamshire village of Ivinghoe Aston. His neighbour, who owned a garage in Berkhamsted and who may have bought the car (stripped down for rebuilding by a previous owner?) at auction, knew that he was into old M.G.s and told Bob that he had an M.G. in bits, with a tubular steel chassis and an aluminium body. Bob was sufficiently interested to go and see it and a deal was struck for the chassis, the body and a few tea chests containing bits and pieces for the car.
Bob’s son Lawrence with the body shell on the chassis – pic taken 43 years ago.
Bob was obviously keen to find out as much information about the car as possible and went to see Terry, whose name was the first one in the log book. They got on extremely well as Bob is an ex-Royal Air Force engineer and Avro Shackleton pilot and Terry had spent time in Egypt at the commencement of World War II as an RAF flight mechanic, servicing Merlin engines for Spitfires. Also, Bob’s father was a talented engineer whose main hobby was repairing antique clocks and building model steam engines and Terry’s hobby (apart from the cars!) involved the construction of large-scale models of GWR steam locomotives.
Terry told Bob that when the car went for auction the ‘write-up’ was hopeless, so he produced this:
M.G. Mitchell Experimental Super Sports Car
The Car was designed and developed by Terry Mitchell the Head of Chassis design at the MG Factory in Abingdon. Development work started during 1954 and the Car was eventually put on the road as a sports car in 1961.
The Chassis was produced from Tubular Steel members shaped, cut and welded at Abingdon by Harold Wiggins in the development shop. The body formers were produced in wood as a pattern for the body which was moulded in Aluminium and made to a fine tolerance of accuracy in order to balance the aerodynamics of the completed car.
The front of the car has a ‘snout’ air intake to the radiator similar to the later produced well known ‘E’ Type Jaguar. The rear is rounded off with a very small Boot to take the spare wheel and tools. The general shape pf the car is rather like a Maserati or racing Jaguar with its snout and lamps well sunk into the body in pronounced grooves.
The car was produced using many standard parts available at the time. The Windscreen is from a Sprite, the torsion bars are Morris 1000. The front suspension is based on the MG TF and the ‘knock on’ wire wheels and hubs are from the MGA. The rear axle is Terry Mitchell’s own version of the De Dion design complete with inboard brakes. The Watts Linkages installed were well ahead of the time and were later utilised for the BRM and Vanwall race cars.
The original engine fitted in the car was the MG EX. 173/1 experimental engine, unfortunately at some later point in the car’s life this expired and was replaced by a tuned XPAG Engine.
Bob also contacted one of the previous owners in his quest to learn more about the car’s history. He probably landed on the right one as he was told that the EX173/1 engine had been ruined in this chap’s ownership because it had been pushed beyond its limits by racing against a friend’s E-type Jaguar. This was not a particularly fruitful contact, but at least it confirmed the fate of EX173/1.
The restoration of the Mitchell MG did not start in earnest until 2006. This was due to Bob’s move to Scotland where he was heavily involved with the major task of refurbishing a 17th century house. Wisely, he took the decision to entrust the restoration of the bodywork to Gordon Needs of Alyth, Perth and Kinross.
The results of Bob’s restoration speak for themselves as the following pictures show:
It’s a universal truth that anyone on possession of a TB/TC gearbox must be in need of good synchromesh. Although worn synchromesh can be overcome by “double declutching”, this isn’t always possible to carry out effectively and usually benefits from any residual synchromesh.
Knocking shards of “dog teeth” into the oil to form a distributed “grinding medium” is not something one wants to worry about every time the “gears” are graunched. Sticking a magnet in the sump plug should help preserve the gearbox as well as regular oil changes.
Synchronising the speeds of the “gears” before they are “meshed” depends on the friction between two interlocking cones forced together. It’s not really a “meshing of gears” as second and third gears on the laygear cluster are permanently meshed with the mainshaft/output shaft gears (Fig.1). These are free to rotate independently, but can be locked to the mainshaft by engagement of “dog teeth” attached to the actual gear. Fourth gear is a direct drive through the engagement of “dog teeth” and first is a “crash” meshing of spur gears.
Fig. 1: the TB/TC gearbox internals.
The use of “dog teeth” to engage the various gear ratios offers a more robust way than trying to mesh actual gears, as all the “dog teeth” are engaged simultaneously. Any direct meshing of gears would have to be achieved one tooth at a time, would be difficult to synchronise and would also need noisy straight cut gears as opposed to the quieter helically cut gears.
Photo 1 shows the sliding hub mechanism; this consists of an inner hub free to slide along the mainshaft splines, and an outer sliding hub keyed to the inner hub also by a series of splines. The inner and sliding hubs are semi-locked together by six spring loaded balls. These are buried in the inner hub with just the balls slightly protruding into a recess machined in the sliding hub’s inner bore.
Photo 1 showing the sliding hub mechanism.
The whole hub assembly can be moved backwards and forwards by the selector fork which fits a groove in the outer sliding hub. (Photo 2).
Photo 2 (see above text)
When a gear is selected, the whole hub advances towards the male synchro cone which engages the female synchro cone ring secured in the inner hub. These two cones lock together but the outer sliding hub can continue sliding over the inner hub after forcing the spring loaded balls, previously held in a locking groove, to be displaced. Any further inner hub movement would have been arrested by the engagement of the cones. The spring loaded balls are used to determine the force applied to the cones to achieve synchronisation between the main shaft (continuously driven by the rear wheels) and the selected gear driven by the laygear cluster (in the case of 2nd and 3rd gear) which in turn is driven by the first motion shaft and clutch.
The synchromesh has to adjust the speed of not just the selected gear and the whole laygear cluster but also overcome the inertia of the input shaft and clutch. No wonder anyone sensitive to mechanics continues to “double declutch” when changing down.
As mentioned, the sliding hub continues to slide over the inner hub’s splines until its own internal splines engage the “dog teeth” just beyond the male synchro cone. At this point the clutch can be released to allow transmission of power through the selected gear with its attached “dog teeth” coupling the drive to the main shaft via the splined hub assembly.
The design of the synchro cones needs to be a compromise between a taper angle that’s too shallow, which might “lock up” the cones, preventing them from releasing when the selected gear is disengaged, and too obtuse an angle which would not benefit from the tendency to “lock up”.
A further complication arises due to the synchro cones running in oil, this is overcome by a series of grooves cut in the female cone ring which displaces the oil in much the same way that a tyre’s tread prevents aquaplaning. The female cone ring is made from a copper-based alloy and consequently wears down in time, reducing the groove depth and effectiveness of the synchromesh. The male synchro cone is machined and hardened from steel and then ground to give a polished finish.
Modern cars have floating synchro cone rings which can be easily replaced, unlike ours which are fixed in the inner hub. However, it seems that MGA synchro cone rings can be machined to fit our hubs. On the strength of this advice, a new MGA cone ring was tried but found to be too big. Surprisingly, an old MGA cone ring was found to fit but with a slight “wobble”. After measuring the taper angles of the cones (photo 3) we discovered that whilst the TB/TC taper is 7 degrees, the MGA taper is 10 degrees. Old MGA synchro cone rings are therefore likely to work to a limited extent but with a reduced life.
Photo 3: measuring the taper angle of one of the cones.
We decided to machine our own cone ring, but what material to use? MGA rings seem to be made from a hard brass whilst the TB/TC rings seem to be bronze. We chose a leaded bronze as opposed to the harder wearing phosphor bronze because of machining considerations. The original grooves have a form similar to that of an Acme thread and their pitch was about 30 thou. needing a cutting tip some 15 thou. wide. We were tempted to increase the pitch to 40 thou. as modern rings have a coarser pitch making the thread form a bit more robust.
After setting the top slide of the lathe to match the taper of the male cone on the input shaft at 7 degrees, the internal taper of the bronze synchro ring was turned and then checked with the cone on the input shaft (Photo 4) using “Engineer’s Blue”. A special cutter tool was ground to produce an Acme profile with a side angle of 7 degrees, the same as the taper angle to reduce loading on the cutter (Photo 5) and a series of grooves cut about 35 thou. deep.
Photos 04 and 05 supporting the above text.
The outside diameter of the synchro ring was then machined to give a 2 thou. interference fit in the hub once the old synchro ring had been removed, curiously this was found to be split.
Any oil channelled into the ring’s grooves needs to be expelled by a series of axial furrows which were cut using a 3mm end mill in a milling machine set at an incline of 7 degrees (Photo 6) to match the taper angle.
In conclusion, we were anticipating that the synchro cone might take a while to bed in, but found the new cone to be quite effective, which has allayed some concerns that I was dabbling in yet another “black art”. It’s possible that anyone involved in model engineering stands a good chance of being able to machine a replacement cone.
Photo 6 – machining furrows in cone.
Photo 7 – close up of the finished synchro.
Ed’s note: Another superb technical article from Eric Worpe. Thank you, Eric.
When was synchromesh invented and when was it first used in a car?
Henry Thompson’s 1918 invention of a synchromesh manual transmission using a tapered cone synchronizer to prevent gear clash (US Patent US1435430 in March 1922) would make shifting a manual transmission faster, easier and safer.
The first usage of synchromesh was by Cadillac in 1928.
MG TD dished dial replacement clock with stepper motor movement.
These replacement clocks have a 3D printed housing which I have designed around a “Ford” stepper motor movement. This movement is driven by a quartz driver circuit mounted in a separate plastic casing which is concealed under the glovebox. These stepper motors were used by Ford in the 1990s. These Ford clocks are only available second hand from car breakers/salvage.
The movement is a snug fit in the 3D printed housing, and is faced with a custom-made TD replica aluminium dial. The dial is spray painted so it has a greenish hue and a professionally made sticker with the numerals is applied. The hands are 3D printed and reamed to fit the stepper motor shafts.
Fig 1 (left pic): Stepper motor in 3D housing. Fig 2 (right pic): Dial installed on plate above motor.
The advantage of these clocks is that once installed and connected to the car battery they are maintenance free. The quartz drive circuit casing is fitted with two push buttons, which are used to advance or retard the time setting. This is a very practical in countries which have summer and winter time changes. It would take a concourse judge with good eyesight and a microscope to recognize that these clocks are TD replica clocks.
Fig 3 (left): Clock installed in the dished dial TD rev counter. Fig 4 (right): Clock control buttons.
The movement of the clock is incremental and not a sweep movement. Every minute you hear a tiny click (obviously not if the engine is running!) and the minute hand steps forward one minute. My testing has shown that the time keeping of these old clock movements is excellent.
As of January, 2021 brand new stepper motors are installed using the Ford driver circuit.
Above (Fig 5), Below (Fig 6): The replacement clock installed on Declan’s car TD21284.
TC and early TD chronomatic flat dialed instrument clock replacement
The TC and early TD had the clock numerals silk printed as part of the rev counter My replacement clocks also use a similar stepper motor drive as the late TD clocks. The fit is excellent. Price forclock+driving module is 85€.
If you have a replica tacho where the clock is just a blank, I can supply a clock that can be glued to the rear of the replica dial. You will of course have to drill a small centralized hole in the dial integrated clock face to accommodate the shafts of the clock. Fig 7(Test fit) follows:
MG TD (dished dial) with budget insert clock in 3D printed housing-.
The clock housing is 3D printed PLA plastic.
Fig 8 (left) Front view. Fig 9 (right)Rear view showing nylon screw for insert clock removal.
Fig 10 Clock installed in late TD rev counter
Although the clock may be installed without removing the rev counter it can be quite a back breaking fiddle. It really only. takes a few minutes to remove the rev counter.
To remove the rev counter proceed as follows:
Undo the two knurled nuts at the back of the rev counter and pull off the retaining bracket carefully.
Remove the two bulb holders
Undo the rev counter cable and pull back. This cable can be quite greasy so have a small plastic bag and an elastic band ready to “condom” the end of the cable to keep everything, including your fingers, clean.
Pull the rev counter out from the dashboard.
Now is the time to organize a new O-ring that goes between the rev counter and the face of the dashboard. It is probably missing or has deteriorated over the years. This ring can be made up easily using neoprene rubber cord cut to length and superglued together. The original O-ring was square section and does sit better.
Always place a roll of gaffer or duct tape on the workbench as a base when working on the speedo or the rev counter. This stops the instrument wobbling around and protects the glass.
Remove the two screws and remove the original clock by tilting upwards at the rear and sliding out.
Install the replacement clock. Tilt it down and inwards and line it up. Refit the screws. Reinstalling the rev counter is the reverse procedure of the removal.
To replace the battery or reset the time, the clock housing and then the insert clock, have to be removed. At the rear of the housing is an M5 threaded hole that has been drilled to allow the clock to be pushed out using the M5 nylon screw provided to avoid scratching the rear of the clock. See Fig 9 above. The screw should then be removed and stored in a safe place as the clock will not fit with the screw inserted. The lid at the rear of the clock may be prised off for access to the battery. If this proves difficult or you are unsure, take the clock to a quartz watch battery changing service. Most department stores or jewelers provide this service.
The clock has been supplied with a spare battery but there is no way of knowing how long the insert clock has been on the shelf before I received it. Keep it in a safe place so you can find it when you need it or use self-adhesive tape and stick it to the rear of the clock housing.
The SR626SW size watch battery is also known as, SR626, SR66, SB-AW, 280-39, BA, 606, G4, D377 and V377. The normal life expectancy for a new battery is in my experience approx. 2 years.
Enjoy the TD replacement clock and watch the road and not the clock! Price: 39.50€
If problems occur or you are not satisfied, please contact
Declan Burns Liedberger Weg 6A 40547 Düsseldorf Germany
Tel +49 211 371529 (09.00 … 17.00h)
Email : declan_[email protected] (note: declan underscore burns at web dot de).
It is difficult if not impossible to see the underscore when a link has been highlighted.
The following article has been reproduced from The Sacred Octagon. TSO is the bimonthly magazine of the New England MG ‘T’ Register (NEMGTR). It appeared in the September/October 1986 issue of TS0 following the OOTTT (Ocean to Ocean T Tourist Trophy) event, organised by the Register to celebrate the 50th anniversary of the T Series. It entailed driving from the US east coast to west coast and return.
Henry Stone, who spent a lifetime working at Abingdon was over in the US for the event and accompanied Frank Churchill, Co-Founder (with Dick Knudson) of the NEMGTR, in Frank’s TD.
The aforementioned three gentlemen are sadly no longer with us.
I am most grateful to David Lawley, TSO editor for permission to reproduce this article, which gives us an insight into how the workforce, through the recollection of Henry, witnessed the passing of the overhead camshaft models to be replaced by what was viewed at the time as the rather inauspicious arrival of the TA. Of course, it was later to be realised that “Billy Morris” knew what he was doing and Abingdon was to go from strength to strength…read on….
“From 1932 up until 1935, when the M.G. workforce suffered the unexpected blow of what amounted to a take-over by Morris Motors, we at the factory were justified in our pride concerning the Midget sports car with its neat Wolseley-built engine that powered the ‘J’ series models up to the J4. Then came the improved ‘P’ series cars with the three bearing crankshaft which, in the ‘Q’ and ‘R’ types produced quite staggering brake horse power and performance. Even the much-maligned vertical drive through the dynamo had a purpose, which was to provide a damping effect on camshaft flutter (for want of a better word) caused by the cam compressing springs then receiving a kick from the recovering spring. Try to imagine, therefore, our feelings on seeing this large (by our standards) heap of ironmongery which was the 1292cc push rod unit to power the new T series M.G. in 1936.
What the hell, we thought are we doing with a post office van engine? Billy Morris in his infinite wisdom, as we discovered later, by selling the assets of M.G. to Morris Motors, had saved us from the fate of many other light car manufacturers between the wars. Although Cecil Kimber was a brilliant man in his field, he was too nice to be a hardheaded businessman.
However, our spirits soon rocketed. Kimber, although forbidden to participate in any further motor racing adventures by his new boss, no doubt with tongue in cheek formed wo trials teams known as the “Cream Crackers” (TA and TB Midgets) and the “Musketeers” (N types) which were highly successful; thus MGs were back in business doing what they knew best, how to steal quarts from pint pots and keep on doing it for long periods! We soon realized the advantages of the larger bodies which one sat in rather than half out of and the increased torque of the larger engines.
Henry and Frank Churchill finishing the last 50 miles of the OOTTT as participants.
Of course, the TA power unit with its large flywheel and oil/cork clutch was not to us as lively as we would have liked, but when the TB was introduced shortly before the outbreak of war its new 1250cc short stroke unit and lighter flywheel/clutch assembly enabled the “elastic to be wound up a bit more.” Alas, only 379 were built before Herr Hitler halted production.
H. N. Charles and his design staff were now based at Cowley but they still managed to keep the distinctive two-seater format for which M.G. were renowned of folding windscreen, flared wings and vertically-mounted slab fuel tank with a spare wheel chassis mounted carrier behind. At the outbreak of war, we turned our energies to other things to help the war effort, cars being all but forgotten. However, with the cessation of hostilities service complaints on the TA and TB were examined, the result of which was the legendary TC Midget which went into production in 1945. The main deviation from all previous M.G. models was the introduction of rubber spring shackles in place of sliding trunnions, but four inches more passenger room was also added across the body which makes the car instantly identifiable from its pre-war counterparts by having only two running board tread strips instead of three.
The TC remained in production until the end of the Forties, some 10,000 being produced, the bulk of which went for export. It was with this model that the Abingdon workforce built up its production to 100 cars per week, although this target was sometimes hampered by the non-availability of parts!
Like with virtually all the cars which appeared in the showrooms immediately after the war, the TC was only intended as a stop-gap until a new model could be developed and it soon became evident that something a bit more comfortable was needed to appeal to the large American market whose drivers were used to everything the TC was not. Most important amongst the features which heralded the TD in 1950 was the combination of wishbone and coil independent front suspension, a major turning point in M.G. chassis design. The beam axle was finally given the push. With its completely redesigned body along traditional lines the TD offered new standards in sports car comfort but was frowned upon by purists who were particularly dismayed at seeing bolt-on disc wheels replace the splined-hub wire wheels. It was also the first sports car to come out of Abingdon in both left and right-hand drive versions, emphasizing the importance placed on the export markets. In all some 30,000 were built in the following three years, including the rare MkII version which had a high compression engine as raced in the 1 ½ litre class at Silverstone (where it achieved 2nd, 3rd and 4th) and the Ulster TT at Dundrod (1st, 2nd and 3rd) – M.G.s do it again!
Around this time, we already had an all-enveloping bodied car with which to compete against the more modern looking sports car which our rivals were producing, namely the Austin Healey, the Triumph TR2 and the higher priced Jaguar XK120. Later this would in fact become the MGA series development car but in 1953 it was not to be and so to maintain sales figures the TF series Midget was thought of (the TE suffix being by-passed for obvious reasons!). This car did not evolve from the design office at Cowley “but kind of grew like it in our development shop!”. The two men who come to mind as being the brains behind the TF were Bert Windham, the production foreman and Billy Wilkins who was our number one panel-beater. At that time most of the new cars were having their headlamps faired into the wings of an all-enveloping body and this meant that Lucas were loathe to produce headlamp shells solely for us. Hence, our headlamps also had to be faired into the wings, even though the rest of the car remained traditional in its body styling. This meant that the wing body line was high into the engine compartment which necessitated fixed bonnet sides. The radiator grille was sloped back to improve the cosmetic looks of the front end and the instrument panel was recessed under the scuttle to reduce sun glare. To everyone’s pleasure the car presented the prettiest looking square rigger we had ever built. One could almost say that it grew from seeds sown among the M.G. workforce. It was a great pity that BMC did not let us have a power unit to suit the car. However, the T M.G. Midgets spanning some 19 years of production, war apart, gave a lot of pleasure to a great many people, for that matter they still do and will continue to do so until the oil wells finally run dry.”
TSO editor’s note: Thanks to Henry for the use of this piece which appeared in the program of the London-Inverness-London endurance run.
TTT 2 editor’s note: As mentioned in the introduction, Henry spent a lifetime working at Abingdon. He joined the MG Car Company in 1930 and started on the assembly line, fitting the wiring harnesses to 18/80s and M-types. It was not long before he became involved with the company’s racing activities. In those early years he had a hand in preparing the three K3s for the Mille Miglia which won the team prize in 1933, and in preparing the three L2s for the 1933 Brooklands 12-hour relay race.
Involvement with the Factory’s record-breaking achievements started with George Eyston’s EX135 ‘Humbug’ at Montlhery and was to continue right up to the 1950s at Bonneville Salt Flats with EX179 (Captain Eyston again) in 1955 and 1956. Then again with EX181 ‘The Roaring Raindrop’ in which Stirling Moss broke the measured mile record in 1959.
A T-Type, aren’t those a bit pricey? Well, a perusal of the Internet said otherwise and that is where the story of the recommissioning of TD2399 begins.
First, I must stress what I mean by cheap. Robert Lyell in issue 60 wrote a piece on the current state of the UK market (followed closely by Tom Lange in issue 61 for the US market). Mention was made of the concourse car at over £30k, the tidy car at £20-25k and a barn find at £10k. Mine was not quite barn find, but a lot closer to that than the lower value given for the tidy car – in fact it was the cheapest complete car that I could find on the UK market at the back end of 2018; it also had some interesting history that swayed me (as I noted in previous article in issue 60, the car was a Motor Assemblies Durban or MAD built TD that had spent its early years in Rhodesia and South Africa). Anyway, purchase made, delivered home by trailer and now to get going.
Some pictures of the car, taken after purchase
So, what could go wrong? Accepting that this TD had been off the road for the better part of its 70 years, it was obvious that key parts of the car would need to be replaced, such as the wiring loom, and going into this, eyes wide open (or should that be shut?) I thought I had a pretty good grasp on what I should expect. The beauty of this car (beauty being in the eye of the beholder) is that there was very little rust – some surface rust where the older paint had cracked, allowing moisture to permeate, being the exception and I called that patina (an excuse to put off a respray until sometime far into the future – more anon).
As the loom was due for replacement, that was the first port of call. The approach being that the amount of disassembly required to replace the loom meant that other parts of the car would come up for inspection and refurbishment or replacement as they were removed to allow for the loom change. At this stage it is probably better to switch to an itemised list in order of vehicle location (from front to rear).
Running gear – the tyres were as new (no wear – and possibly put on the car during a rebuild that it received in South Africa in the 80s/90s), but splitting of the rubber necessitated replacement; and at the same time, the opportunity was taken to blast and powder coat the wheels. The gearbox was checked by selecting all gears and seeing if drive was present (it was on stands at the time) and no issue was noted (fluid was also nice and clean and to the levels, so one less job I thought – see later).
Engine – the engine was given a service and with the new loom in place, as well as a rebuild of the fuel system, it started first time and after the obligatory carb adjustments ran sweetly (for a while at least – see later).
Interior – the interior and instruments were serviceable after a good clean up and replacement of damaged parts (I was really pleased to get another steering wheel for under £100 – although new old Morris Minor stock so it now has a black rim; but the old one was also black and now I wonder if that is a South Africa difference, I will have to check).
Bodywork – the doors required fettling and this is where the only wood replacement was required as a door pillar had ‘gone soft’ and hence the door would misalign as the hinge screws were tightened (thanks to Hutson for supplying a replacement).
So…. what, if anything, went wrong? Remember me mentioning the gearbox and engine? After getting the car back together in the summer of 2019 and with a few miles under one’s belt I could still not get to grips with changing gear – I realised that the synchromesh may be slower on a 1950 car with what is a 30s design of gearbox, but this was unexpected. Draining the oil to see if a change would help and my heart sank (see picture).
Out with the gearbox, luckily no damage done (a miracle), and on the phone to NTG and new springs in the post (I found all the ball bearings once the casing of the box was stripped – sometimes we do have some luck). Rebuilding the box on the bench and undertaking a trial of the gear selection I was getting confused. I rebuilt the box as it came apart, but if I selected a gear, it was becoming obvious to me that the springs and bearings (those that I replaced) of the 3rd/4th hub would again make a bid for freedom if you weren’t careful (and perhaps this time I would not be so lucky and I would damage the internals of the gearbox). The realisation was that the distance tube at the end of the shaft was missing – not missing, it was never there as a quick look back at the pre-strip down photos would show! Quick call to Pete at MGOCC who did not have the tube and who then put me back in touch with NTG and all solved.
So…. I say again, what, if anything, went wrong? Remember the engine running sweetly. Well, it continued to do so and with good oil pressure I may add. The issue came in early 2020 (just prior to pandemic time) and the car was getting difficult to start with partial misfire, until it warmed up that is. Out with the compression gauge and low on cylinder 2. My heart sank (again). Removed the head and the valve on cylinder 2 had a burnt valve seat. Strange, and after it ran so well previously. Anyhow, onwards and upwards as they say. Rebuilt and put together (the reverse of taking apart as Haynes would say) and taking the torque setting from the MG TD workshop manual and then ‘crack’. What I had not realised (as I was simply doing a reverse of the strip-down) was that the spacers for the rocker shaft (the circular and d-shaped washers) were missing, not only missing, they were NEVER THERE (again the beauty of the pre-strip down photos – what did we do before iOhones?). Perhaps this was the reason for the burnt valve seat, the rocker shaft had rotated as it was not locked in place and the oil supply to the valve train became no oil supply to the valve train, as there was none, as it could not get through.
The burnt valve seat.
So…. what, if anything, could possibly go wrong? Shall I go on? The wiper motor shaft was in two pieces – should only be one I hear you say, and I would agree. Thinking the motor was a standard off the shelf Lucas, I simply took the catalogues out and then seen the price/rarity (another shock). NTG to the rescue again with a new shaft (the last one they said as the person making them was/has retired – maybe they now have another source). Four dampers on a TD, but only three held any amount of oil – my local garage who kindly pressed out the shaft were about to give up when eventually it came free (I forget the value they mentioned for the pressure reached, but it was very high and certainly well beyond the capability of the presses that Machine Mart could provide – if I decided to buy, that is). One other damper then came out in sympathy as it shed its actuating arm and it gets quite bouncy when that happens. I think I shall stop now. Anyhow, the total bill for the car now is approaching the lower end of the tidy car. Should I have gone for the tidy-car in the first instance? Not a chance, where would the fun be in that?
Remember the earlier comment about the paint? Well, lockdown 3.0 put paid to holding out until the future. I started to strip the car in the workshop and painted it panel by panel – only the main tub was not removed and was masked and sprayed in situ. Now out of hibernation, it is pictured below enjoying the sun with a neighbour’s Alfa Romeo. The badges on the front are for the city of Salisbury in Rhodesia (where it spent the 60s) an AA Rhodesia badge and a Chester Veteran and Vintage Enthusiasts Club Badge commemorating their 60 years (my dad was one of their first members in the 60s and although no longer with us, he is the reason for my classic car passion).
Article from Huw Davies.
TD2399 is now looking good. Hopefully, nothing else to go wrong!
You might recall from the April TTT 2 that John is the chap who was driven to despair by the DVLA when he contacted them and tried to put right some incorrect record details they were showing for his TD.
One of the great things I love about T-Types is there’s always something to do. At least that’s what I tell the wife! Although TD8205 is in really good order, I wanted to address a few things to, (in my opinion), make improvements. These were:
Change over from Positive to Negative Earth – Reasons; makes it safer and easier to use GPS, USB devices, chargers etc. Well, those of you who have teenage children or grandchildren will know that they must be “plugged in” at all times to their various IT devices! I’m just happy that they want to go out in the TD. Also, things like electronic ignition mods are cheaper for negative earth. That’s my Scottish/Yorkshire heritage showing.
Fit Electronic Ignition – What I still call “contactless ignition”. Hopefully, this will help my ageing DKY4A distributor. Unlike the lucky MGB owners who can purchase a complete electronic distributor/ignition coil kit for under £100, these are not yet available for the older model ‘dizzies’; at least at prices under several hundred pounds. (hint to suppliers/manufacturers). Another reason for the change is that the original capacitors/condensers are no longer available and there are numerous reports of the unreliability/failure of modern replacements.
Replace the now unobtainable external can oil filter. Mine is a very early TD which has the TC style can type filter. In fact, a lot of TD8205 is TC including most of the wiring!
Now for some notes on what I’ve done, starting with +ve to -ve;
The change over from positive earth is very straightforward and is detailed in various manuals and of course, on YouTube if you’ve never attempted it. In summary,
MAKE SURE IGNITION IS OFF!
Disconnect the supply to the fuel pump – I’ll explain why later. But do it!
Disconnect the battery leads and swap the battery around so that the terminals are now located in the opposite sides. Reconnect the leads. Note: some battery posts are slightly different sizes but the connectors should expand enough to fit ok. Take the opportunity to clean and grease the terminals.
Now we need to “flash” the generator. Not as dramatic as it sounds. We simply need to reverse the field polarity of the dynamo. Easiest way is at the voltage regulator. Take a small jump wire and BRIEFLY touch the battery positive terminal and generator field terminal, (usually the A and F terminals), together. There should be a small spark. You only need a brief touch. Don’t connect for more than a second or so. That’s it for the generator. Moss Motors Help Center have an excellent video tutorial:
At the ignition coil the +ve and -ve leads need to be swapped over. The -ve is the one that goes to the distributor in the original configuration. Just simply swap the leads. It will not harm the coil but will ensure the charge/discharge cycle is correctly polarised.
Now for the fuel pump. Depending on the type/model a little investigation is required; you may or may not need to reverse the supply leads. Early type SU pumps with contacts are not polarity conscious. Later models are. Solid state pumps should be marked. I have a German solid-state pump – I hate SU’s with a passion!! – and had to reverse the supply. Do check as a burned-out pump can be expensive. Hence my earlier comments.
Lastly, swap the leads on the rear of the ammeter. If you want to leave this step for now it will not harm the meter but the needle will simply show a discharge when the engine is running. The ignition light should go out when you start up. That’s all there is to it.
No, the starter motor will NOT run backwards and you will not have one forward and four reverse gears!
Having successfully changed the polarity of the car, I turned my attention to fitting electronic ignition. The first couple of pictures show the existing set-up.
PIC 1: DKY4A distributor in its ‘lair’. The top of the oil filter conversion can just be seen.
PIC 2: Cover removed to show standard points arrangement.
I purchased a kit from ‘AccuSpark’ for just under £40. There are other suppliers but his reviews are good and he does a good video on how to install and set up the kit. The instructions supplied are very concise and easy to follow and as I found, technical support is good.
PIC 3: Points removed and alongside the AccuSpark kit. Essentially, it’s a “Hall-Effect” device.
Only the two small outside screws need be removed to take out the whole points assembly. As can be seen from PIC 3 the kit replaces the whole points baseplate – nice and easy!
PIC 4: Base plate in situ.
PIC 4A: With “actuator” ring and rotor fitted.
Clean up the distributor cap, or fit new if desired. Now connect the two leads, one red, one black, to the ignition coil. The red lead goes to the positive terminal and the black to the negative. The standard coil will work fine. It should have a resistance of about 3-4 Ohms which is ideal to work with the kit. If you want to check the coil resistance, do it with all connections removed.
To be honest, I hit a snag with the actuator ring supplied – it wouldn’t fit. The instructions say to trim any excess with a craft knife but, in my case, it would have been far too much to remove. A quick call to Chris at AccuSpark and he sent me down a kit of three rings within 24 hours at no extra charge. One of these fitted perfectly.
Note:– there are at least three different cams fitted to the DKY4A distributor. Guess who had to have an awkward one! The gap between the actuator and the sensor is not critical just as long as there is one. Mine was about 8 thou. (I’m sure there is an anorak out there who can convert that to tiddlywink S.I. units).
The moment of truth. Start the car; well bless her, she started first time! Didn’t run very well – but at least she started. Now the timing bit.
These kits can only really be timed properly with a timing gun/strobe. I found my timing had moved from + 10 BTDC to – 8 ATDC and TD8205 wasn’t happy. Switch off, slacken the distributor clamp and move it clockwise a ‘snadge’, (technical term for just a little bit). Start up and check with the timing gun. Better. A ‘snadge’ more and we were at +10 BTDC at about 800rpm and TD8205 was running sweetly. I find she likes that setting with unleaded fuel; yours may differ slightly. Turn the distributor clockwise for advance, anti-clockwise for retard.
PICS 5, 6 & 7 show the timing pictures, I’m lucky that my gun gives me a digital readout of angle and rpm.
Above: PICS 5, 6 & 7.
A test drive was very satisfactory with good performance and dare I say it, no issues. More testing will of course be necessary to determine overall improvement and any changes in fuel economy. At least that’s what I told the wife!
I was impressed with the service from AccuSpark and with the quality of the parts. It ‘did what it said on the tin’, as they say.
Oil Filter Conversion.
A service of the engine revealed that the old external canister filter was made in the USA and so at a guess, had been on the car for probably 3 years before I purchased TD8205. OK, so it hadn’t covered much mileage, but even so, it needed changing. As stated, these archaic beasts are apparently now extinct. Research showed various options, some rather expensive! I eventually found that Roger Furneaux down in the West Country, does make a limited number of units machined from solid aluminium that allow the easy fitting of a standard 3/4″ spin on filter for about £80.
Ed’s note: Also available from MG Octagon Car Club (you need to be a member) and NTG Motor Services.
Oil filter adapter TB/TC and Early TD.
As can be seen, it’s a nicely made unit that fitted perfectly. It took me longer to source the correct copper washers for the banjo fittings than for Roger to supply me with the unit.
TIP – if you have to re-use the old ones, (not recommended), then anneal them first with a blow torch – GENTLY! It softens them so that they swell slightly and are less likely to leak.
Bear in mind that they have to withstand up to 60 psi of engine life blood. Any serious leaks here can be catastrophic! Having seen a high pressure leak I can assure you it comes out fast and the cleanup takes ages. I’m not a great fan of the idea of an external filter hanging on a clamp and two feed pipes. The thought of paying for a new engine if one lets go doesn’t bear thinking about. Yes, there is a pressure gauge on the dash but, most of the time my eyes are on the road. Would we see it drop to zero in time? I doubt it.
OK so it’s non-standard, but TD8205 is not, and in my ownership, never will be a trailer queen. There are times when practicality and prudence rules. Being able – at my age – to simply remove and spin on a new filter without resorting to ramps and a hoist – that’s for me to get up – is bliss.
I’m starting to write this editorial on 29th June. We’ve just passed our longest day in the UK (21st June) which gave us 16 hours and 38 minutes of daylight.
I was really looking forward to Pre- War Prescott on 17/18 July, but it is not to be. The latest strain (variant, mutation, or what have you) of Covid has put paid to that. The event has now been postponed to 11/12 September. I commiserate with Ian Grace who runs this event from the US. The same thing happened last year, but in postponing the event from July 2020 to September 2020, even the latter date had to be cancelled. To quote from a recent message put out by Ian “This year, unless Armageddon falls upon us, the September date WILL hold, even if all of the current restrictions remain. I am not prepared to postpone Pre-War Prescott for two years in a row.”
Derry Dickson has sold ‘Miranda’ (TC5405), thereby bringing to a close just over 70 years of T-Type motoring. Derry will understandably miss his TC, but this nonagenarian will certainly not miss crawling about underneath the car to do the servicing!
The market for our cars is pretty dire at present and has been for some time, but as Paul Martin, a presenter on Antiques Roadshow – one of my favourite TV programmes – often says …… “Quality always sells”.
This was amply demonstrated back in April when a 1953 TD sold for £40,250 via the Car & Classic auction listing. It was truly exceptional and a discerning buyer was obviously prepared to spend his money on it.
This 1949 TC is currently being advertised on the ttypes.org website for £32,250 by John Hill in Redhill, Surrey. Some folk may baulk at the price, but I’m told everything has been done on this car.
This leads me on to the subject of “barn finds” and the cost of restoring them. It’s fine if you can do much of the work yourself, but even then, a full restoration could well cost more than the car will be worth. If you have to get somebody else to do the work for you, then the cost multiplies.
“It’s not about money!”, I hear you say, and I would be the first to agree. I bought my J2 in 1965 for £35; add a few noughts on the end (I hope Mrs James doesn’t read this!) and it probably won’t be worth what I’ve spent on it. However, I don’t really care! I’ve learnt a lot over the years, I’ve made mistakes, I’ve had a few laughs, a few disappointments…. but above all, I’ve learnt that when you have to rely on others to do work for you, patience is a virtue. ‘Rome wasn’t built in a day’ and neither was my J2!
There is agreement among the UK M.G. clubs that 1923 is the year which saw the production of the first M.G.s. Perhaps the new editor of MG Enthusiast will care to take note of this as I am told that he has recently published copy which refers to 1924. It would also be helpful if someone would advise the owners of the M.G brand that 1923 is the year and if they are planning any centenary marketing activities for 1924, they will be a year too late!
A number of meetings have been held between The MG Owners Club, The MG Octagon Car Club, The Early M.G. Society and the MG ‘T’ Society to plan a major event in 2023 to celebrate the centenary. The broad outline of an event has been agreed and it will shortly be time to enter into detailed planning. Time is not on our side and there is much to be done to bring it to fruition.
The ‘scammers’ have been unusually quiet of late. Michael Crawford, took the trouble to write to say that phishing e-mails can be forwarded to [email protected] This e-mail sends it to The National Cyber Security Centre (NCSC).
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.