
With my engine out and stripped to a bare block to resolve weeping core plug issues, I also decided to take the opportunity to rebuild the oil pump. It had a leak from the top of the gasket joint where it mounts to the block and only 15-20lbs pressure at tick over when hot. First time around I had stripped, cleaned and measured the gear end float, but this time I decided to replace both gears and the relief valve.
Dry mounted to the block without a gasket there was an 8 thou gap between the pump body and the block flange at the top, with the pump rotated 180 degrees the gap remained the same, proving the pump was machined square but the block wasn’t. Presumably it moved, or the transfer line tooling was worn, when originally machined. The solution was to machine a dummy shaft to fit the bore and clocking from it to skim the face at 90 degrees to it, minimum cut to just clean up the lowest point. Unfortunately, I didn’t check the hole for the driven shaft.
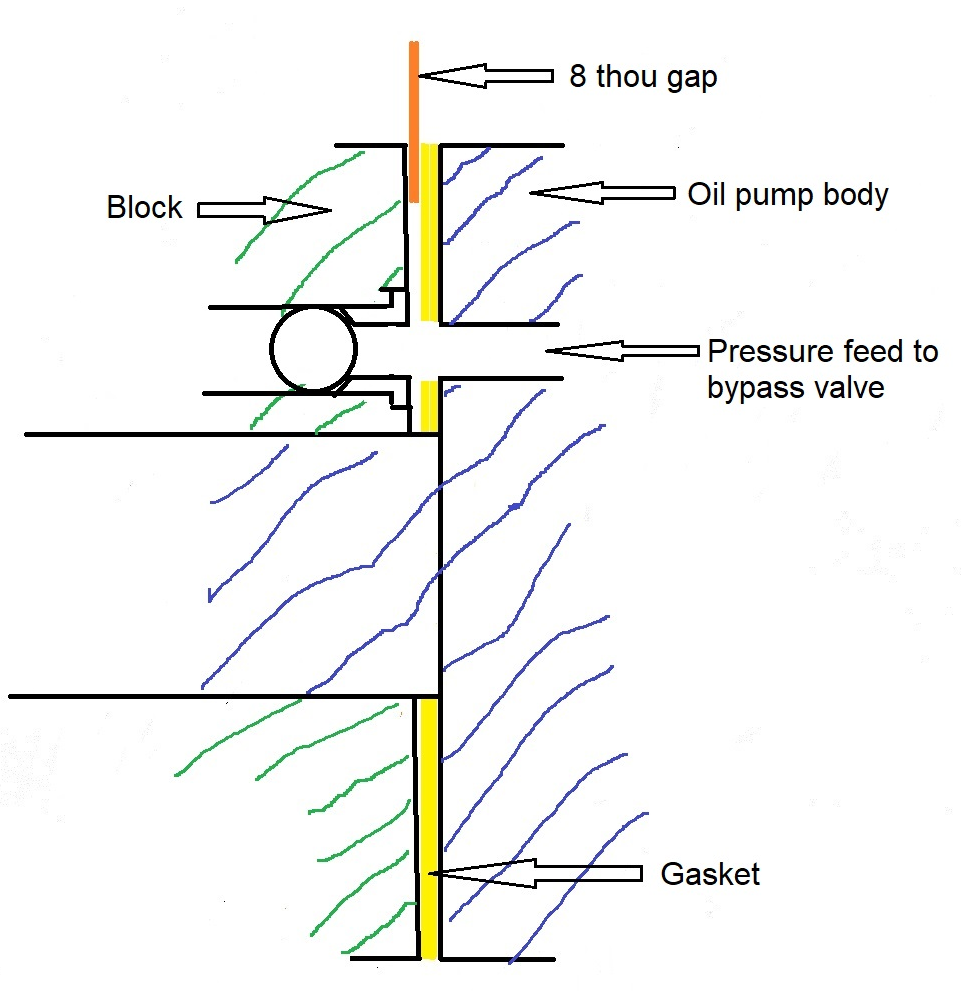
Leak path at top of joint
Assembled on the bench with new gears everything was fine, but when mounted on the block the pump jammed because the driven gear was tight against the side of its bore at the top opposite the driving gear. Using the 90 degree corner of a V block revealed that the driven shaft was leaning over by 7 thou at the top but in a different direction to the error on the flange. So, set it up again and increase the hole size by 2mm to take a brass insert sleeve. Then using the pump body and new gears for location I was able to ream a new hole square to the flange. Machine reamers are parallel from the very start, but by machining it with a hand reamer allowed the lead in at the start to provide a small taper ideal for a tight fit when the driven shaft is pushed home.

Face square to bore and driven shaft now square to face.
I now had 2 thou end float on both gears and, as best I could measure it, a constant 5 thou gear tip to body.
The previous driven gear had been machined with barrel sides and similarly faced ends to compensate for the leaning shaft.
I had also determined that the driving gear should be fitted on the shaft with the small groove to the bottom to feed oil to the shaft bearings, Fitted upside down it could help oil to escape across the top of the gear from the pressure to the scavenge side of the pump. I think this is critical although I cannot find any reference to it in other publications.

Oil feed groove only machined on one (bottom) end face.
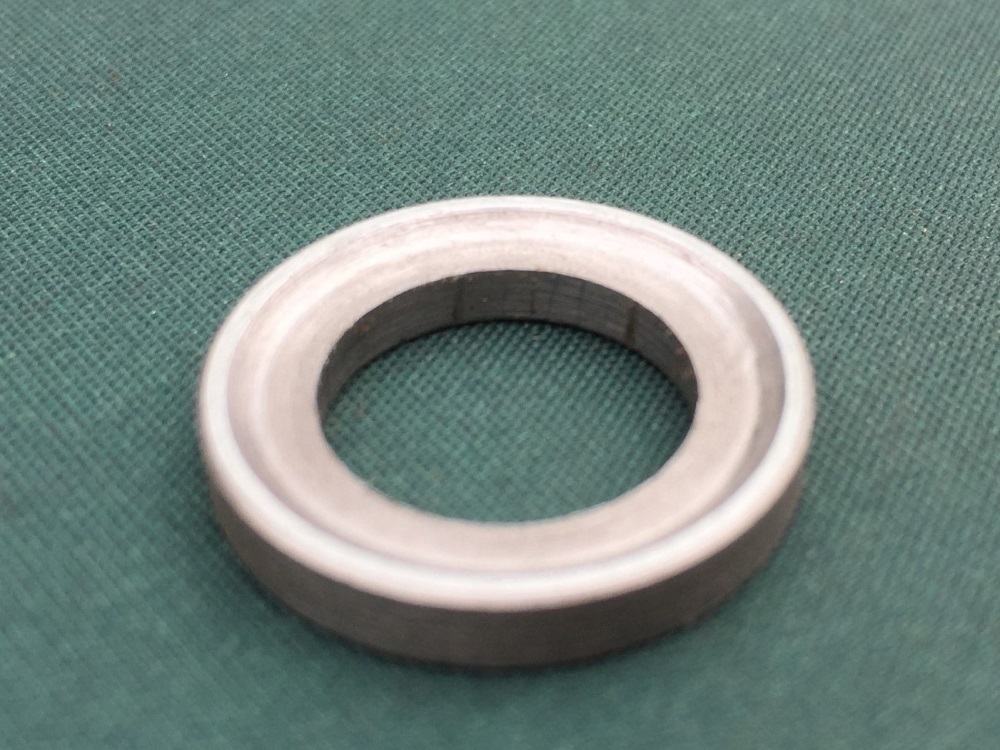
Next was the pressure relief valve, I renewed the ball, spring (longer than the old one) and the seat when I found they were available from Octagon. The old one was removed by tapping 7/16 UNF and drawing out with a bolt, tube and 2 levers. Of course, you only get one chance to push the new one in; if it is too tight removal will destroy it. So as the old one was a nice fit, I polished it, measured its OD and reduced the replacement by 1 thou to the same size.

Old pressure relief valve seat extracted
Now we come to replacing the smallest and most critical component in the assembly, the driving gear retaining circlip. Aware of its potential to fail with dire consequences I purchased mine from Doug Pelton at From the Frame Up and was pleased that he had chosen an inverted external design.
Since reassembly I have continued to talk to Eric Worpe, his thoughts and observations on this subject are described in the article which follows this one. With hindsight I wish I had removed the chamfer between the bore and top face of the gear.
Its smaller outside diameter allowed me to reduce the diameter of the recess in the cap. These seem to vary and mine was 20.2mm and slightly oval with no sign that it had ever been modified. I considered it too close for comfort to the 21.9mm root diameter of the gear teeth, providing the potential for oil to escape across the top of the gear from the pressure to the scavenge side of the pump. Another insert reduced it to 17.3mm machined from soft brass for ease of finishing it flush with 1000 and finally 2000 grade wet and dry paper on glass.

Ready for dressing flush with wet and dry paper.
But I needed to ensure that the reduced recess in the free to float about end cap would be concentric to the shaft on final assembly, or it could touch the edge of the rotating circlip. My solution was a dummy build with a machined washer that was a snug fit on the shaft and in the recess, when tightened down I filed 2 flats across the outside of the cap to body joint so I could maintain it in the same position when the washer was removed for final assembly.
Concentric location washer


Flats filed across the outside of the cap to body joint.
After what feels like a great deal of work on a deceptively simple component, I am pleased to report that the gauge now shows 34psi oil pressure at tick over and 54psi at 2000rpm when hot. I will not be packing the relief valve spring to increase the running pressure because of the additional stress that it could place on the circlip.
Ed’s note: The author of this article is Bob Lyell. Bob provided the article entitled Secret (oil) escapes which appeared in the April issue. I failed to credit the article to Bob, for which I apologise.
Eric Worpe’s article, referred to earlier by Bob follows:
Failures of replacement circlip in XPAG oil pump
Recently, several XPAG engines have been seriously damaged due to the breaking up of replacement circlips provided in some oil pump rebuild kits.
Due to the position of the oil pump, the rotation of the camshaft’s skew gear tries to draw the mating skew gear and drive shaft of the oil pump into the crank case. This axial force is resisted by the circlip retainer at the pump end of the drive shaft and prevents the drive shaft being pulled through the pump’s driving gear.
Failure of the circlip would allow the flange on the drive shaft’s skew gear to slide into engagement with the camshaft’s skew gear, with resultant damage to the skew gear and cutting off the oil supply.
The original fastener was a ‘snap ring’ (No. 1 in photo), which sits in a groove 1mm deep, machined into the end of the drive shaft. Such ‘snap rings’ seem to be unavailable, so a circlip is used instead (No.2 in photo). These are made from spring steel and to prevent overstretching when fitted, are only designed to have a 0.5mm deep engagement in the shaft’s groove. A further restriction on the circlip is the need to fit its protruding ears within the counter-bored recess in the pump’s end cap.
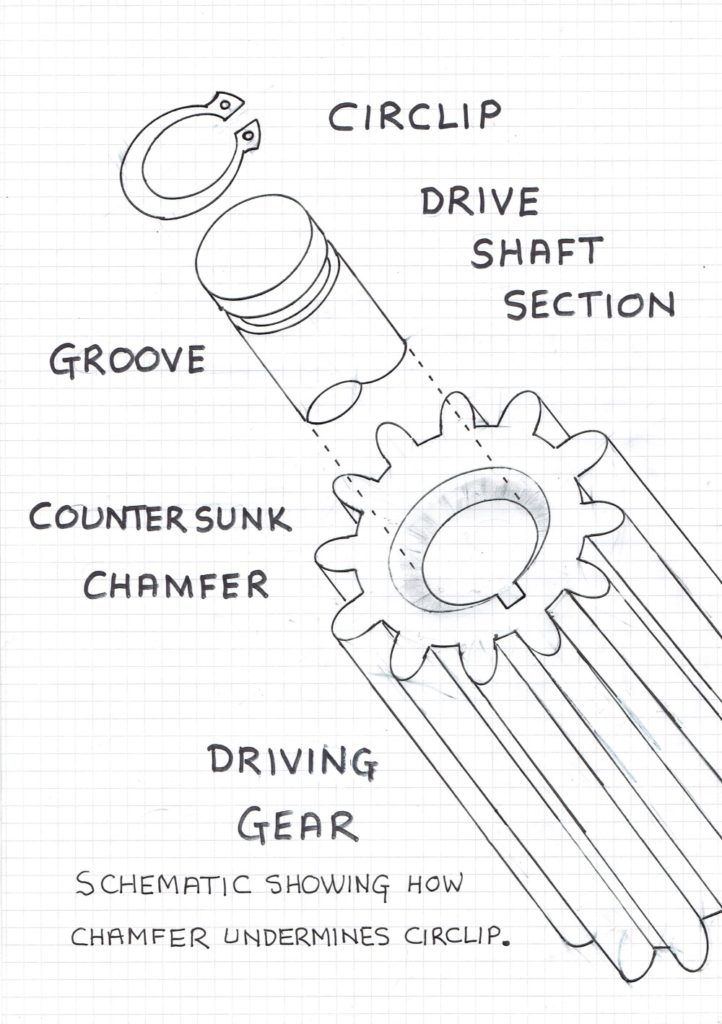
The combination of a shallow grooved drive shaft and a light duty circlip has resulted in failure of the circlip, particularly when engines are run at high oil pressures and high revs. These issues are unfortunately compounded by the replacement driving gear being chamfered at the face that meets the circlip, possibly causing the circlip to distort and eventually break up, as shown in the drawing.

Bob Lyell has obtained an inverted circlip (No.3 in photo) from Doug Pelton and although this is an improvement, the 0.5mm depth groove in the new drive shaft still does not match the original 1mm deep groove for security.
Is it possible to find a circlip intended for a 1mm deep groove? Unlikely, as expanding the circlip over the drive shaft could overstretch the circlip beyond its elastic limit.
How did the original ‘snap rings’ work? They were not made from spring steel, but from a ductile tough alloy that could be squeezed into the groove and retain their shape.
I have made some ‘snap rings’ (No.4 in the photo) from EN16 grade steel, which is a high tensile, fatigue resisting alloy and am conducting some tests on their properties. However, to use such an original style ‘snap ring’ means that the groove in the replacement drive shaft would have to be machined to a 1mm depth.
Eric Worpe
why not drill and tap the gear to take a threaded allen plug, and drill with shaft in place to put a shallow hole in shaft to help the threaded plug enter th shaft sufficiently to formally secure shaft to gear.. then ditch the stupid circle/ snap ring ?