The front cover shows Colin Fitzgerald with TA0251 in Vancouver. The picture
was taken inside his house as the weather was not too kind at the time.
TA0251 is one of the two prototype TAs; the other is TA0252, which is
with Angie and Andy King here in the UK. I am grateful to Colin for taking the
trouble to send me a selection of photos for the front cover and also wish to
thank Dominic Crawley, who sent me several pictures of TA0251. A picture of Dominic’s
TC is included at the bottom of this column.
With help from Angie and Andy King, who kindly sent me some photos of
TA0252 and who patiently spent time answering my questions about their car, I
have been able to put together an article on the two prototypes. This appears
later in this issue.
I must not forget to acknowledge the information I received from Jacques-Philippe Champailler
in France about his early TA (TA0255). I have included some history of 0255 and
bolted it on to the end of the prototypes article.
I’m ‘penning’ this
editorial on the evening of Thursday 25th April. Tomorrow I’m taking
the TF down to Shaftesbury in Dorset to have new tyres fitted and it’s then on
to Peter Lander’s place in Gillingham for a session on the rolling road. Unfortunately,
the weather forecast looks pretty dire, so it will have to be a ‘hood up job’. It’s
such a shame because only a few days ago (over the Easter holiday) we had
summer like weather with temperatures in the mid-twenties……but that’s the UK for
you!
Here’s the pic of
Dominic Crawley’s TC I promised.
TC5057 is highly modified as it was built from parts; bits from 26 other
TCs at the last count, plus parts from Toyota, Volvo, Honda, MGA, MGB, Modern Midget
and MG TA. A lot of other bits were fabricated to make the whole come together.
Peter says that if all these bits were not combined by himself they would all
be gathering rust and dust in a variety of storage places.
I don’t know where the last year has gone, but it’s subscription renewal
time again for those members who have a printed copy of this magazine posted to
their home address. I’m keeping the subscription the same as last year i.e. 15
GBP for UK, EU 20 GBP and ROW 25 GBP. I’ll send e-mail reminders to those who
can receive them and paper reminders to those who can’t.
Doug Pelton has just brought out a new catalogue, (catalog) as our
American cousins say. It’s the 13th Edition and can be ordered for
$5 plus shipping or send an order for $50 and get the catalogue free. The
website is https://www.fromtheframeup.com
Doug has now completed his move of premises and is now at: 4064E Presidio St. #104
Mesa AZ 85215.
Clocks4Classics, who have received favorable reviews from our members, have
just issued the following press release:
“Owners of cars with a Smiths or Jaeger clock that no longer runs will be interested to hear about the latest developments from Clocks4Classics. Their DIY clock repair kit has recently been upgraded so that it now covers both positive and negative earth vehicles.
Unlike other conversions, the Clocks4Classics kit uses the original mechanical movement but replaces the mechanical contracts with a solid-state sensor and microcontroller. This makes the movement much more reliable but retains the original character of the clock – including that all important tick. The circuit board fits neatly within the movement and the modification is undetectable externally. Until recently the kits were only available as either positive or negative earth but the latest kits are now dual polarity meaning that the clock will continue to run if the car polarity is changed.
Over the past 6 years hundreds of owners have used the Clocks4Classics kit to repair their clocks. The kits retail at £59 and are manufactured in the UK. No soldering or electronics knowledge is required; detailed fitting instructions and videos are available on the Clocks4Classics website and example conversions can been seen on the company’s YouTube channel.”
The proprietor, Mark Willows, has e-mailed the editor to say that as a
benefit to TTT 2 members, anyone ordering one of the above kits within the next
3 months can have one at a 10% reduction on the price of the kit if they make
reference to the article which appeared in Issue 45 of TTT 2.
Finally, a ‘commercial’ for the Gloucestershire Warwickshire Steam Light Railway Classic Vehicle Day at Toddington, Gloucestershire on 9th June. The Railway holds two of these events every year, one in June and one in September and they are always well supported with a good mix of cars. The Editor can send more details to interested parties.
With my engine out and stripped to a bare block
to resolve weeping core plug issues, I also decided to take the opportunity to rebuild
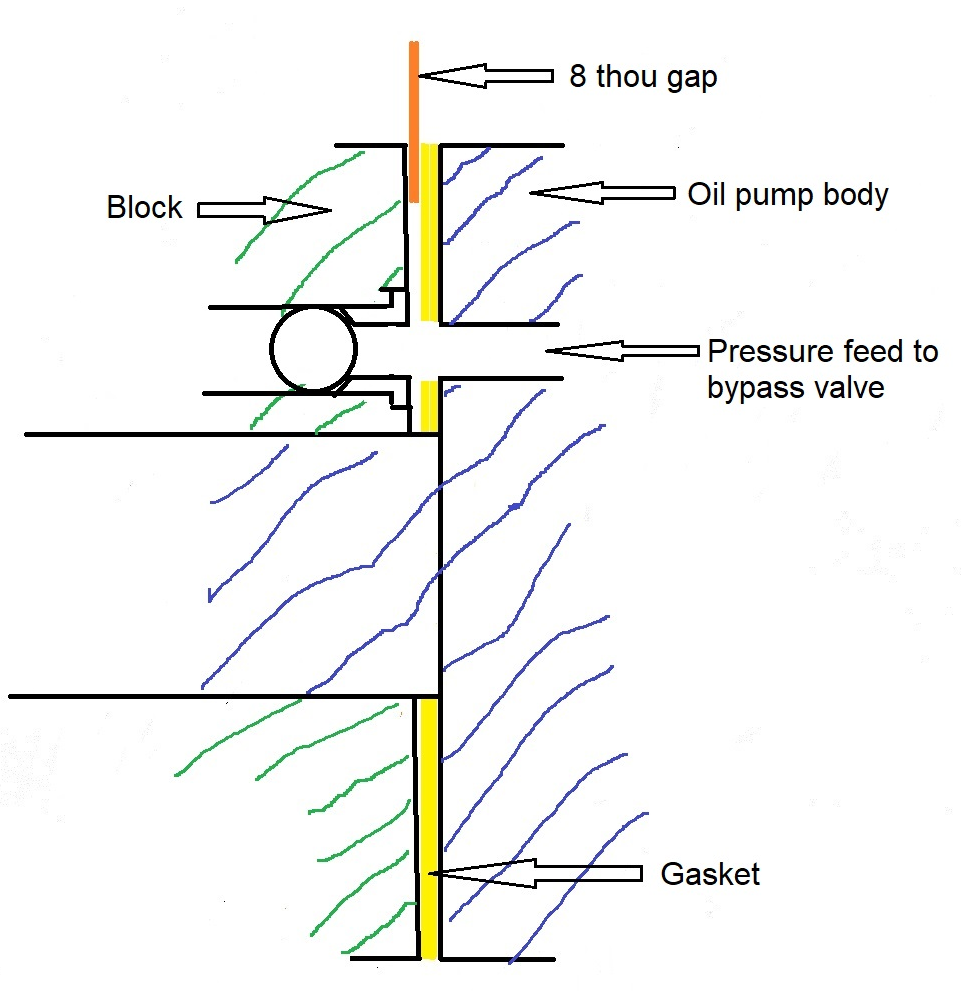
the oil pump. It had a leak from the top of the gasket joint where it mounts to
the block and only 15-20lbs pressure at tick over when hot. First time around I
had stripped, cleaned and measured the gear end float, but this time I decided
to replace both gears and the relief valve.
Dry mounted to the block without a gasket there
was an 8 thou gap between the pump body and the block flange at the top, with
the pump rotated 180 degrees the gap remained the same, proving the pump was
machined square but the block wasn’t. Presumably it moved, or the transfer line
tooling was worn, when originally machined. The solution was to machine a dummy
shaft to fit the bore and clocking from it to skim the face at 90 degrees to
it, minimum cut to just clean up the lowest point. Unfortunately, I didn’t
check the hole for the driven shaft.
Leak path at top of
joint
Assembled on the bench with new gears everything
was fine, but when mounted on the block the pump jammed because the driven gear
was tight against the side of its bore at the top opposite the driving gear.
Using the 90 degree corner of a V block revealed that the driven shaft was
leaning over by 7 thou at the top but in a different direction to the error on
the flange. So, set it up again and increase the hole size by 2mm to take a brass
insert sleeve. Then using the pump body and new gears for location I was able
to ream a new hole square to the flange. Machine reamers are parallel from the
very start, but by machining it with a hand reamer allowed the lead in at the
start to provide a small taper ideal for a tight fit when the driven shaft is
pushed home.
Face square to bore and
driven shaft now square to face.
I now had 2 thou end float on both gears and,
as best I could measure it, a constant 5 thou gear tip to body.
The previous driven gear had been machined with
barrel sides and similarly faced ends to compensate for the leaning shaft.
I had also determined that the driving gear
should be fitted on the shaft with the small groove to the bottom to feed oil
to the shaft bearings, Fitted upside down it could help oil to escape across
the top of the gear from the pressure to the scavenge side of the pump. I think
this is critical although I cannot find any reference to it in other publications.
Oil feed
groove only machined on one (bottom) end face.
Next was the pressure relief valve, I renewed
the ball, spring (longer than the old one) and the seat when I found they were
available from Octagon. The old one was removed by tapping 7/16 UNF and drawing
out with a bolt, tube and 2 levers. Of course, you only get one chance to push
the new one in; if it is too tight removal will destroy it. So as the old one
was a nice fit, I polished it, measured its OD and reduced the replacement by 1
thou to the same size.
Old pressure
relief valve seat extracted
Now we come to replacing the smallest and most
critical component in the assembly, the driving gear retaining circlip. Aware
of its potential to fail with dire consequences I purchased mine from Doug Pelton
at From the Frame Up and was pleased that he had chosen an inverted external
design.
Since
reassembly I have continued to talk to Eric Worpe, his thoughts and observations
on this subject are described in the article which follows this one. With hindsight
I wish I had removed the chamfer between the bore and top face of the gear.
Its smaller outside diameter allowed me to
reduce the diameter of the recess in the cap. These seem to vary and mine was 20.2mm
and slightly oval with no sign that it had ever been modified. I considered it too
close for comfort to the 21.9mm root diameter of the gear teeth, providing the potential
for oil to escape across the top of the gear from the pressure to the scavenge
side of the pump. Another insert reduced it to 17.3mm machined from soft brass
for ease of finishing it flush with 1000 and finally 2000 grade wet and dry
paper on glass.
Ready for dressing flush
with wet and dry paper.
But I needed to ensure that the reduced recess in
the free to float about end cap would be concentric to the shaft on final
assembly, or it could
touch the
edge of the rotating circlip. My solution was a dummy build with a machined
washer that was a snug fit on the shaft and in the recess, when tightened down
I filed 2 flats across the outside of the cap to body joint so I could maintain
it in the same position when the washer was removed for final assembly.
Concentric
location washer
Flats
filed across the outside of the cap to body joint.
After what feels like a great deal of work on a
deceptively simple component, I am pleased to report that the gauge now shows
34psi oil pressure at tick over and 54psi at 2000rpm when hot. I will not be
packing the relief valve spring to increase the running pressure because of the
additional stress that it could place on the circlip.
Ed’s
note: The
author of this article is Bob Lyell. Bob provided the article entitled Secret (oil) escapes which appeared in the April issue. I failed to credit the article to Bob,
for which I apologise.
Eric Worpe’s
article, referred to earlier by Bob follows:
Failures
of replacement circlip in XPAG oil pump
Recently, several XPAG engines have been seriously
damaged due to the breaking up of replacement circlips provided in some oil
pump rebuild kits.
Due to the position of the oil pump, the rotation
of the camshaft’s skew gear tries to draw the mating skew gear and drive shaft
of the oil pump into the crank case. This axial force is resisted by the circlip
retainer at the pump end of the drive shaft and prevents the drive shaft being
pulled through the pump’s driving gear.
Failure of the circlip would allow the flange
on the drive shaft’s skew gear to slide into engagement with the camshaft’s
skew gear, with resultant damage to the skew gear and cutting off the oil supply.
The original fastener was a ‘snap ring’ (No. 1 in
photo), which sits in a groove 1mm deep, machined into the end of the drive
shaft. Such ‘snap rings’ seem to be unavailable, so a circlip is used instead (No.2
in photo). These are made from spring steel and to prevent overstretching when
fitted, are only designed to have a 0.5mm deep engagement in the shaft’s groove.
A further restriction on the circlip is the need to fit its protruding ears within
the counter-bored recess in the pump’s end cap.
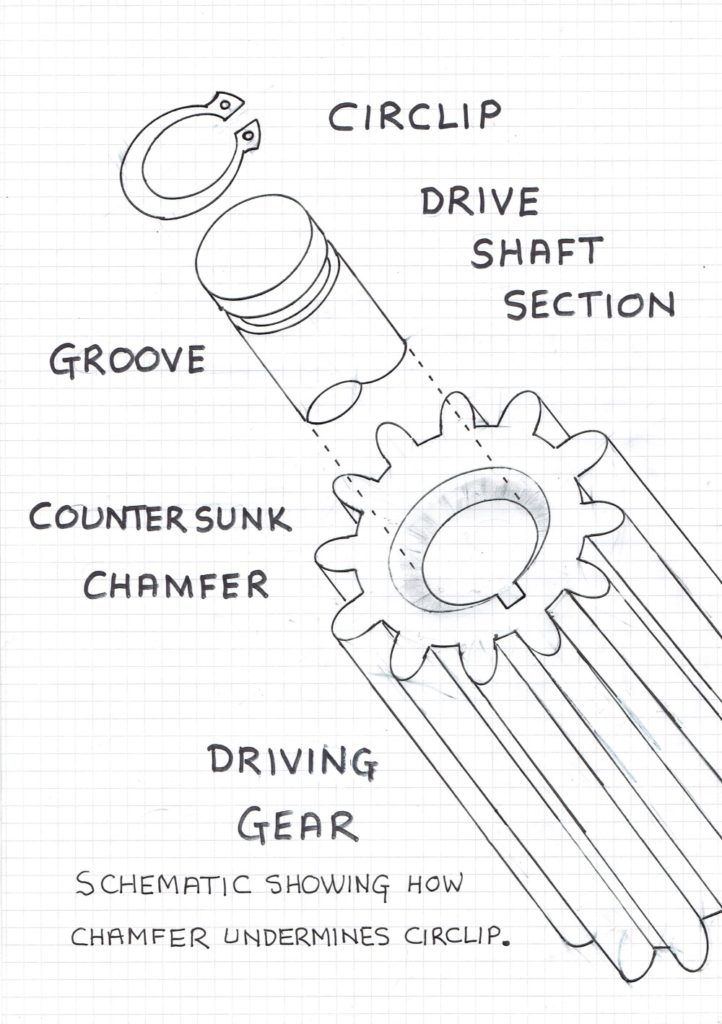
The combination of a shallow grooved drive shaft
and a light duty circlip has resulted in failure of the circlip, particularly when
engines are run at high oil pressures and high revs. These issues are unfortunately
compounded by the replacement driving gear being chamfered at the face that
meets the circlip, possibly causing the circlip to distort and eventually break
up, as shown in the drawing.
Bob Lyell has obtained an inverted circlip (No.3
in photo) from Doug Pelton and although this is an improvement, the 0.5mm depth
groove in the new drive shaft still does not match the original 1mm deep groove
for security.
Is it possible
to find a circlip intended for a 1mm deep groove? Unlikely, as expanding
the circlip over the drive shaft could overstretch the circlip beyond its
elastic limit.
How did
the original ‘snap rings’ work? They were not made from spring steel, but from
a ductile tough alloy that could be squeezed into the groove and retain their
shape.
I have made some ‘snap rings’ (No.4 in the photo)
from EN16 grade steel, which is a high tensile, fatigue resisting alloy and am
conducting some tests on their properties. However, to use such an original style
‘snap ring’ means that the groove in the replacement drive shaft would have to
be machined to a 1mm depth.
In the December 2018
issue, John Saunders described how he fitted a Lucas 25D4 distributor with vacuum
advance to his TC. Steve Priston found John’s article invaluable when he fitted
a 45D4 distributor to his TC.
I now consider that I
have successfully fitted the Lucas 45D4 distributor to my ‘48 TC, having overcome
some recently experienced teething problems, which was nothing to do with the
original concept, just something very useful to note, for others intending to
do the same modification.
This was the fact that
I had purchased a distributor for a Mini, which I believe engages into an
extension shaft, spacing it well up, out of the way of the hopefully plentiful,
gushing oil supply around the camshaft.
If you look carefully
at the body & lower spindle of a similar 45D4, you will clearly see the
measures required, when this unit is exposed to a plentiful oil supply, firstly
a hole, drilled just above the top edge of the lower bush, with its
corresponding groove down, the second very important thing to note, is the oil
scroll, starting where the lower spindle is waisted, dropping down to the area
just above the drive gear, where in my case I have fitted a sintered bronze
thrust washer, now having four trailing oil flinger grooves on its top face.
This change from the
standard plain spindle & total lack of an oil hole, as employed on the Mini
set-up, has prevented the considerable amount of oil from winding up the lower
spindle, then draining out through the four or so holes, cast into the
distributor body, below the centrifugal advance mechanism, making quite a mess!
The photo shows what is
employed on a Land Rover, to be fair, I am not sure whether the hole is to
allow oil to be pushed into the cavity between the two bushes or to let it
drain but on mine because of the position for the spigotted retaining bolt,
which locates in the groove, that needs to be copied from the original unit. I
decided to drill two holes, either side of what would be the ideal spot, being the
lowest point because it would be straight under said bolt.
The Mini distributor
got the “Dremel treatment”, a permanent marker line, replicating the
Land Rover oil scroll, was then ground, using one of the little black cutting
discs, with the business end of the spindle wrapped carefully in cling film for
the duration of the groove cutting.
It was then polished
with 1000 grade wet & dry, removing any sharpness so as to not carve away the
bottom bush!
Having been extensively
tested today, by cruising at 50 to 55mph, it has done the job, preventing me
from having to disturb the work of Martin Jay (The Distributor Doctor), who had
set-up the advance curve, as specified by John Saunders because by doing this
mod to the lower spindle, I did not have to dismantle any more, than just
removing the spindle assembly as a whole.
I provided Martin with
what was described on eBay, as a reconditioned Mini 45D4, which had the
advantage of having a 10 degree centrifugal advance, allowing me to file back
the stop, whilst checking the movement with a timing disc, to give me the desired
13 degrees so that the unit would advance the timing 26 degrees, allowing for a
5 to 6 degree static advance, thereby not over advancing the engine (all in
John Saunders’ article).
It is definitely a good
idea to remove the original unit from your engine so that all the required
alterations can be made to the later one or to list them, if the work is to be
entrusted to someone else.
Like the distance to
machine back the shoulder, to allow correct alignment of the drive gear so that
the witness mark on the gear teeth will end up on the centre line of the tooth
etc.
I only used Martin to
set-up the advance curve to John Saunders specification but when asked he says
he is able to do all of the required work, something to consider, also to get a
quote because if unlike me, you are not one to enjoy fixing things with a
“fag paper”, it might be cheaper/as expensive to go with an electronic
unit, that can be programmed, if you are having to “farm it out”?
I have to confess that
this whole project is straightforward, when it comes to acquiring the required
parts, by simply searching eBay, where NOS bits are still to be found, like genuine
Lucas 5-13-10 vacuum advance units, I also bought the pipework, as seen in my
photos, its all there, like genuine Lucas points for £2.80 all in!
If you want to use a
drilled core plug, as I have, to avoid drilling the manifold, they are 28mm diameter
& about £2, another thing to note is that the vacuum pipe kit that I have
used contains sufficient brackets, also with its small chamber fitted, I think
starting is improved, as the vacuum effect is delayed because it needs to
accumulate first, via a very small bore pipe.
I have used a small
length of nylon piping, with both a straight rubber & elbow connector, for
the joint with the vacuum unit, allowing freedom to rotate.
The 45D4 is quite close
to the components around it but doesn’t touch anything, if set as I have, you
might have to acquire a different length of fan belt, I am using a wider than
standard Dunlop BX38, which allows clearance for the original tacho-drive, not
a change, it just fitted with it on there but you will have to remember to remove
the reduction box before moving the dynamo position.
As can be seen, it will
fit with the standard side cover on the engine or the fancy alloy one, that in
my case dribbles oil, which is why I swapped it back.
There will be some
frigging to do, to get it all to fit together but nothing at all daunting,
access to a lathe is pretty much essential but it isn’t difficult to machine
what’s required, the old core plug just requires a small hole drilling in it,
to prise it out carefully, being mindful of where the swarf could end up,
bracket holes need enlarging with a file, basic stuff.
The result is a lovely
smooth engine at about 50mph, that should as John Saunders has explained, run
cooler at part throttle openings, where so many of these engines spend their
lives, on our either congested or potholed roads, delivering slightly higher
mpg.
Thanks Mr. Saunders,
you inspired me!
Steve Priston
Ed’s note: On reviewing his article, Steve asked for the
following important information to be added:
“It is very likely that if as I have, you wish to retain the micrometer adjustment mechanism, you could find that there is considerable wear present in two places, which allows the timing position to wander, the first one that I found, was the pivot attached to the alloy casting or main body of the adjuster.
For this I entrusted a very clever retired Toolmaker friend, who machined the pin round again, over bored the pivot hole, fitting a nylon bush.
The second issue being the backlash/excessive wear in the left handed thread of the adjuster, both of these areas of wear, allowed my distributor body to rotate an alarming amount, despite the clamp being tight.
I overcame the slack adjuster thread by stretching an “O” ring or two over the adjuster’s thumbscrew, filling the gap between the alloy body & the back of the knurled knob.
When I spoke with John Saunders, he had addressed this by use I believe of a tension spring, either way works & John’s may well sort both problems?”
The tour is
being held from 23rd to 26th August 2019. T-Type ‘tourists’
arrive on the afternoon of Friday 23rd and depart on the morning of
Monday 26th. Exceptionally, for this tour which is being held over
the August Bank Holiday weekend, there is an optional stay for the night of Monday
26th departing on Tuesday 27th.
The entry
fee is £45 for a car with two occupants, reduced to £35 if you don’t have a
passenger. Entry forms can be obtained from John James at jj(at)ttypes.org [please substitute @ for
(at)]. (Telephone 0117 986 4224).
The venue
is The Metropole Hotel, Llandrindod Wells, Powys. The booking reference is ‘Octagon
Car Club’ and a £20 non-refundable deposit per person is payable on booking
(Telephone number 01597 823700). The rate for guests staying for 3 nights is
£80 per person per night with a 50% reduction for those staying the extra
night. There is no single room supplement – up to a minimum of 6 available.
With the grateful
help of our sponsors we try to stretch the entry fee as far as possible and we
do our best to cover tea/coffee stops, some entry fees, with wine being provided
for at least one of the dinners.
A detailed
roadbook and rally plates are provided.
The Saturday
and Sunday touring routes are likely to be as follows:
The
Saturday run of approximately 75 miles will be based around the beautiful Elan Valley
(see picture below). We will visit the
Elan Valley Visitor Centre just outside of Rhayader, before going over the
mountains, past the reservoir to a coffee stop at Devils Bridge. From there we
will have a choice of various optional tours, such as a walking tour of Devils
Bridge, a trip on the Vale of Rheidol railway to Aberystwyth and back, maybe a
visit to the Red Kite Centre at Bwlch Nant yr Arian Forest or a trip into
Aberystwyth for a stroll along the promenade, taking in the sea air! We will
return to the Metropole via a visit to the old drover’s town of Tregaron and an
excursion over the Abergwesyn Mountain road via the Devils Staircase. This will
set you up nicely for the Saturday evening celebration dinner.
The
Sunday route will be a bit longer at around 80 miles, along some lovely lanes
past Abbey-Cwm-Hir Hall and on to Bwlch-y-sarnau, then via Red Lion Hill to
Newtown. We then head north past Dolforwyn Castle and on to Berriew to the
gorgeous Powis Castle and gardens. This lovely National Trust location has
featured quite a few times recently on the BBC antiques programme Flog it and looks absolutely fabulous.
We will return to the Metropole via Montgomery, skirting around Clun Forest to
Felindre and back to Llandrindod Wells.
It
should be a fabulous weekend of T-Type motoring in Mid-Wales.
By the time you read this,
TA2368 will be on the road (I am assisting in reclaiming its registration mark
through the MG Octagon Car Club for its owner, George Train). George has
restored the car over a ten-year period. The work was done as time allowed in between
running his busy engineering business.
I have just made a replacement for the cork insert
in my MG TA petcock. I believe the MG TB
uses the same petrol line switch – probably more accurately described as a
valve. The previous cork had dried out
over the hot summer of 2018 while the car was laid up having the clutch replaced
(more cork issues!).
Items required (see photo):
Sharp
kitchen knife
Cork
from Champagne bottle, Asti or similar (the finer grain the better in my
experience), dry condition. I have a
sack of them in the garage saved up over the years – never throw one away.
Small
square rough file
4.5
mm drill
4
washers, the same size as the loose brass collar, or slightly less.
This is the method I used, and it was easy to
make a small batch while everything necessary was laid out. Total time about two hours start to finish
for three new cork inserts.
Cut off the head of the cork just above where it widens.
Take the compressed part of the cork and drill a 4.5 mm hole through the centre. This does not have to be exact. I use the compressed end on the theory that once installed it will expand for a tighter fit, rather than shrink and let air or petrol pass through.
Push the square file through the hole a couple of times to produce a tight(ish) fit for the square brass insert.
Using the kitchen knife, cut off about half of the excess cork using the insert and the hole at the other end as a guide, but not too much at this stage.
Using the insert cut the angled face parallel. Just a guide cut first, then remove the insert and complete the cut. It is unlikely you will get the angle correct first time so trim/sand as necessary. Any slight misalignment will be pulled up when the locking nut is finally tightened.
Put the square insert back in, add 4 washers, the circular collar and tighten loosely with the circular nut.
Take the knife and using the collar and angled end of the insert cut off further excess cork.
Finish off trimming cork with sandpaper laid on a flat surface. Leave cork a little proud for a tight fit.
Now test length of cork so that there is sufficient length of thread on the insert to tighten up the circular nut. Sand the end square if necessary.
Trial offering up the whole assembly including the actuating lever to ensure everything is in the correct orientation. Note that the large washer has the tab at the opposite side to the sloped surface of the valve and therefore opposite to the fuel line in use.
Remove the cork and soak in engine oil for 24 hours, or at least overnight.
Reassemble Petcock. Test that it works reasonably freely.
Test for air leakage by disconnecting the fuel pump line to the first carburettor at the float bowl and insert into a clear dry pop bottle. Run the pump until the free end is submerged and look for absence of air bubbles as the fuel flow settles down.
Reassemble fuel line.
Treat yourself to the Champagne or Asti – it should not have gone flat yet!
Three
weeping core plugs after a complete engine rebuild is frustrating and concerning
in case one of them lets go. After replacing them with the engine in situ using brass ones and some
serious sealant still didn’t resolve the problem, I decided that more drastic
action was required.
Engine
out and stripped to a bare block revealed that they had probably been leaking
for years, allowing the coolant to erode a leak path at the bottom of the
counter bore and past the corner into which the dished plug should form a tight
fit and seal.
Leak
path eroded over many years
I
am fortunate to have an excellent father and son engine build/machine shop
nearby and whilst their usual customers bring race engines which are much
younger, the same principles apply. Plan was to set the block up on a vertical
milling machine and with a fly cutter maintain the diameter, but cut the seat
deeper into good fresh metal. It simply didn’t happen because the sound of the
cutter changed each time it passed across the leak path from machining Cast Iron to, in the words of
the operator, pushing Ferrous Oxide out of the way.
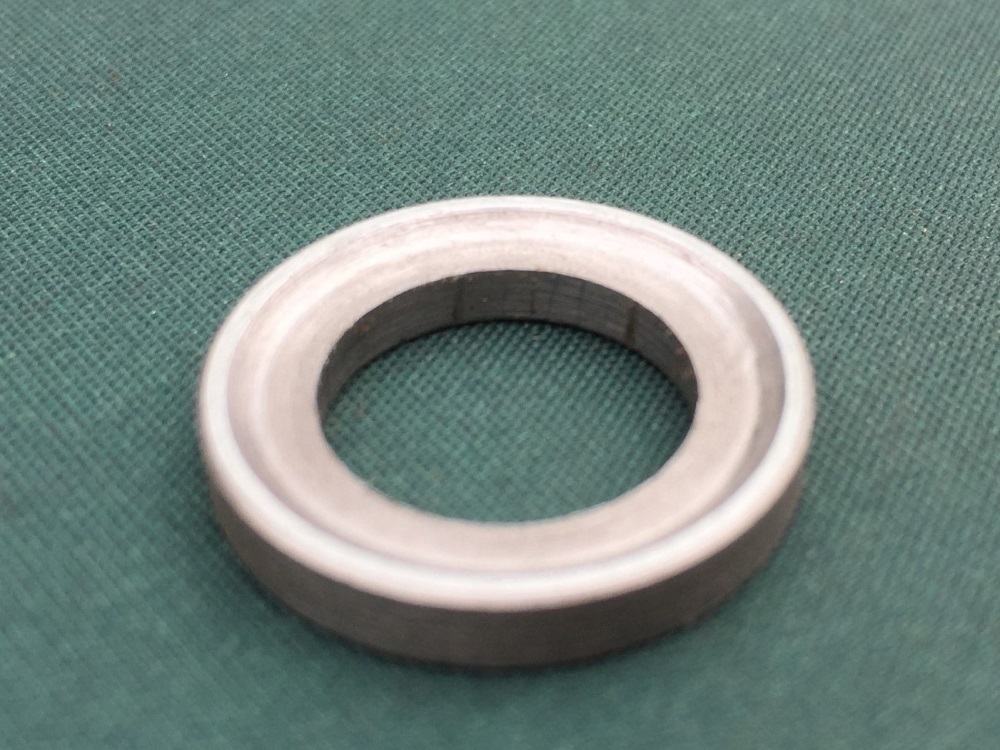
The new plan was to bore all the way through, increase the diameter until it cleaned up and then increase again to take the next available size of a modern cup-design core plug (example of cup design core plug shown in the picture). With pretty well the whole industry using them for years they are available in every metric and imperial diameter. The one at the back of the block for example ended up at 2 inch and the smallest ones at 35mm.
Tight
push fit into a freshly machined bore
At
this point and with the block accurately located on the bed he machined all of
them the same way. Now the width of the contact area has increased from the 1.5mm
thickness of a dished penny core plug to the 7.5mm depth of the cup, a 5-fold
increase and to tap them in square with a snug fitting socket requires far less
skill to achieve a perfect seal.
When painted I think they look neat and similar to the
original design intent.
Block
ready for reassembly
If
I was rebuilding another engine which required a trip to the machine shop for a
rebore or inline boring of the main bearings I would take the opportunity to do
this as well.
Bob Lyell
Ed’s note: Looks to me to be a superb ‘fit and forget’ solution!
In June 1936, the first twenty TAs were built;
ten on 25th June and ten on 26th June. The next batch of
eight were not built until 2nd July.
University Motors announced through the following
advert that they would have one “for trial purposes” on 29th June.
The new model was initially advertised as THE
M.G. MIDGET SERIES “T”, but interestingly, the Build Register (Production
Record) and the Guarantee Plate (see
photo below of the Guarantee Plate of one of the two prototypes) bothrecord it as TA /.
Mention has been made
of the two prototypes; fortunately, both have survived. TA0251 is in Canada and
TA0252 is in the UK. TA0251 was built on 3rd March 1936 and TA0252
was built one month later on 3rd April.
As the build dates of
the two prototypes are so close, one would surmise that they would be very
similar. This is true up to a point; for example, both cars have the ‘piano
hinge’ bonnet with the two chrome ‘buttons’ on each bonnet top, as found on the
Triple-M cars. The picture below shows the bonnet of 0252. It should be possible
to spot the chrome ‘buttons’, but it’s more difficult to make out the piano hinge.
However, the next picture clearly shows the underside of the bonnet hinge with its
bonnet rods either side of the piano hinge.
Both cars
have a P-type front scuttle. In the following picture 0252 has trafficators, but
they are not to be seen in the publicity ‘shots’ of 0252 (registered as CJO 617).
The partial carry-over from the P-type is to be found in the seating arrangements, where the 0252 seat back has pegs which locate in holes in the floor for adjustment.
Where
there are differences, they are to be found most noticeably at the rear. TA0252
has the slab tank with unique 2 bolt side plate fixing.
TA0251
does not have the slab tank.
It is not known if this rear body styling was
original to the car, but it seems odd that two cars built as prototypes within
one month of each other would have such different styling at the rear. However,
having said this, 0251, being the earlier car, has the P-type dash layout with
P-type instruments.
Whereas,
the dash of 0252 is instantly recognisable as a T-type.
Each
car started out in life with a Morris 10 engine, but the Morris engine has now
been replaced in both cases.
The
history of 0251 is known back to the 1950s and 0252 back to the 1960s.
TA0251
was in the county of Devon, UK in 1952. It was sold to a dealer in the neighbouring
county of Cornwall, who sold the car on to Colin Fitzgerald in Vancouver in
1976. Colin still has the car.
TA0252
is in the ownership of Angie and Andy King, who bought the car as a ’barn find’
in 2017. TA0252 had been in previous ownership for 54 years and was last on the
road in 1967.
Although
0251 was built one month earlier than 0252, it was registered seemingly out of
sequence as CJO 618, rather than CJO 617. This lack of a sequencing pattern was
to be found in the engine numbers fitted to the chassis numbers.
The
first production TA (TA0253) was fitted with engine number MPJG 501. The second
(TA0254) had MPJG 513 (not as what you might expect MPJG 502, for this was fitted
to TA0258!).
Furthermore,
if you look up MPJG 513 in the Production Record you will not find it. This is
because TA0254 had its MPJG 512 engine
removed on
21st November 1941 and replaced with MPJG 3320. By the way, 1941 is
not a misprint! What is surprising is that the engine was swopped out on this
date and faithfully recorded in Build Register that this was done when the
Factory was supposedly cleared of all car manufacturing material, as we were two
years into WWW 2.
Of the early TAs, one has recently come to my attention as a result of an enquiry from Jacques-Philippe Champailler in France, who expressed an
interest in my PB as he knew it was up for sale.
TA0255 was
first registered by the M.G Car Company Limited as JB 9180 and used by Abingdon
as a demonstrator.
Jacques-Philippe
bought the car four years ago. It was at one time offered for sale by Oselli Ltd.
As will be
noted from the guarantee plate, TA0255 was originally fitted with engine number
MPJG 527. Jacques-Philippe has recently had a few problems with the engine
(blown head gasket and plugs oiling up), so has decided to completely rebuild
the engine. By the time you read this, the car should be back on the road.
Here’s a
photo of the car in France.
Just to complete
the details for the first six production TAs, TA0254 is believed to be in the
US; TAs 0256/0257 and 0258 are not known.
Over
the past series of articles my aim has been to help readers understand the
issues caused by modern petrol when it is used in classic cars. This, the final
article of the series, summarises the common problems, the reasons why modern
petrol causes them and suggests some solutions. Please note: the suggestions
should be taken as just that, suggestions for owners to try; they are not
intended as solutions to be blindly adopted. Far better to employ solutions
specific to particular vehicles based on an understanding of the causes of the
problems.
Problems
The
most common issue people suffer from is called the “Hot Restart Problem”. Drive a car any further than 10 miles or so,
stop for 10 minutes, for example to fill up with petrol, and the car will not
re-start. A related problem occurs in slow traffic, especially on a warm day,
the engine coughs and splutters to a stop as though it has run out of fuel. Annoying
when you cannot start your car in a petrol station and potentially dangerous if
it stops in busy traffic.
If
you cannot restart your engine, for example in a petrol station, sometimes
pulling out the choke will help to get it started, although it will run rough
until cooler petrol from the tank gets to the carburettors. If the engine starts
to misfire in slow moving traffic, the only solution is to pull to the side of
the road as quickly as possible, stop the engine, open the bonnet and wait about
15 minutes until it has cooled.
Causes
The
primary cause of these problems is the high volatility of modern petrol below
50deg.C, a typical under-bonnet temperature. At 50deg.C, only 8% of 1960s
petrol would have evaporated (or boiled away) compared to 25% of modern petrol,
nearly 3 times that volume! In addition, the higher volatility of modern petrol
is the reason it “goes off” when stored in a vehicle’s petrol tank.
When
the car is stopped or moving slowly in traffic, the temperature under the bonnet
starts to rise. With little or no petrol flowing through the fuel pump, petrol
lines and carburettors, it has more time to get hot and boil. Carburettors will
not deliver the correct mixture when there are bubbles of vapour in the petrol
and it is this weakening of the mixture that causes the engine to stop or
prevents it from restarting.
There
is a second, less obvious problem. Modern petrol appears to burn more slowly
and hotter than classic petrol. These
symptoms are caused by the “Slow Combustion
Problem” which has the same effect as running with a retarded ignition. This
increases the temperature of the exhaust gases which, in turn, heat up the
cylinder head, cooling water and exhaust manifold, further raising under-bonnet
temperatures and making the HotRestart Problem still worse!
The
“sting in the tail” is that the tests at Manchester found that the “Slow Combustion Problem” is worse at
engine speeds and loads typical of driving on the public highway.
In
practice, modern petrol does not actually burn more slowly or hotter than
classic petrol, the apparent effects are due to a phenomenon suffered by all
petrol engines called Cyclic Variability. The time it takes for the air /
petrol mixture in a cylinder to burn depends on a number of different factors.
Random variations in these factors cause some of the combustion cycles to take
longer to burn than the ideal. Unfortunately, modern petrol appears to make Cyclic
Variability worse, increasing the number of slow burning cycles and effectively
slowing the average burn rate. Even with the correct ignition timing, this has
the apparent effect of retarding the ignition.
Possible
Solutions
Unfortunately, there is no magic fix to the
problems of running classic cars on modern petrol. However, there are a number
of steps that can be taken which, together, will reduce the severity of the
problems:
1) Use a less volatile petrol
2) Stop the temperature under the bonnet
getting too high
3) Stop
the heat getting to the fuel system components
4) Tune the engine to reduce the effect of the Slow Combustion Problem
1) Use a less volatile petrol
The only practical way to achieve this is to
use a specialist petrol such as Sunoco Optima 98 sold by Anglo American Oil. While
this is expensive, its volatility matches that of 1960s petrol, it is ethanol
free and it can be stored without degrading. Probably worth considering for low
mileage vehicles.
The only other guaranteed way to reduce
volatility is by adding kerosene to the petrol, legal for cars built before
1956. Kerosene also reduces the Slow
Combustion Problem. It works by diluting the “bad” components of modern
petrol, suggesting the greater percentage you add the better. However, the down
side is that at concentrations above 10% it appears to reduce the power output.
It also reduces the petrol’s octane rating, so you need to be careful if you plan
to try this with a high compression engine.
If you choose to use standard pump fuel, the
volatility changes over the year – more volatile in the winter (to make it
easier to start the engine) and less volatile in the summer. Try to avoid
winter, spring and autumn petrol and only fill up in the summer. Unfortunately,
finding a summer petrol is easier said than done as even petrol bought at the
same filling station can vary between deliveries.
Of the fuels tested at Manchester, super grades
appeared to be less volatile than the same brand of 95 octane petrol, they also
reduced the magnitude of the Slow
Combustion Problem so are probably the best choice.
Interestingly, the addition of ethanol does not appear to make petrol more volatile.
2) Stop the temperature under the bonnet getting too high
A petrol engine is only around 30%
efficient. Around 35% of heat energy produced
when the petrol burns is lost in the exhaust gasses, around 25% goes into heating
the cooling water and the remaining heat is lost to the oil or from the engine
block.
The under-bonnet temperature is increased by
the hot exhaust system, air heated as it passes through the radiator and heat
lost from the engine block. When driving, the airflow through the front of the
car dissipates this heat. It is important to keep the under-bonnet, and
particularly the fuel system temperatures, as low as possible. The most effective
ways are to ensure the cooling system is working efficiently and cold air can
flow freely around the engine, particularly around the fuel system components.
Take steps such as flushing out the radiator,
removing flies and other debris from the radiator fins and checking the thermostat
is working properly. On the older cars it is possible to fit the cooling fan the
wrong way around, which reduces its efficiency. It may be worth replacing an
old pressed steel fan with a 7-bladed plastic fan as fitted to an MGB. A wetting
agent in the cooling system may also help. Consider re-running fuel hoses,
especially if they are near hot exhaust pipes, and repositioning ancillary
equipment such as the horn, badges, or additional lamps, to ensure they are not
blocking the airflow through the front of the car.
Air that has passed through the radiator is hot.
In slow moving traffic, electric cooling fans may make matters worse. These
will switch on as the radiator heats up, blowing hot air under the bonnet. If
your car has an electric fan fitted, it may be better positioning it at, or
slightly below, the bottom of the radiator where it can suck in cooler air. It is
also worth fitting a timer or equivalent circuit to keep the fan running for
around 5-10 minutes after the engine has stopped as this will help disperse the
hot air from under the bonnet. Another possibility would be to add a switch or
circuit to reverse the polarity to the fan when the engine is stopped so it
draws cool air from under the car past the engine and vents the hot air through
the front of the radiator.
On hot days, think about where you park your car. If parked in direct sunlight, the slab petrol tanks on the back of the older MGs can get quite hot. Even more modern cars with internal petrol tanks can get very hot in the sun.
3) Stop the heat getting to the fuel system components
Insulating fuel system components and fitting
heat shields may help. However, these will only slow the transfer of heat, not
stop it. Any insulation will need to prevent heat getting to the petrol until
the under-bonnet temperature has had time to drop below 40deg.C.
The tests at Manchester showed that, when the
engine was stopped, the petrol in the carburettors was heated through the inlet
manifold by heat conduction and hot gases from an open inlet valve on one of the
cylinders. Some owners have fitted 10mm insulating blocks between the carburettors
and inlet manifold and suggest that these have helped the Hot Restart Problem. The thermal images also showed the choke
levers under the carburettor were hot. Most surprising was the float bowls,
positioned only a few centimetres above the 400deg.C exhaust manifold, did not
get hot.
An alternative approach is to insulate the hot
parts of the engine such as the exhaust manifold and exhaust down pipe. These
run very hot and after the engine has stopped cool down quickly. This may
provide a more effective solution than insulating the fuel system components.
Before fitting any insulation or heat shields it is worth investigating which parts of the fuel system are getting hot using an infrared thermometer or electrical test meter with a thermocouple. As was shown at Manchester, it is not always obvious where the problems lie.
4) Reduce the Effect of the Slow Combustion problem
The Slow
Combustion Problem causes the cylinder head and exhaust system in
particular to become overly hot. During normal driving, this does not pose a problem
because of the air flowing through the engine bay and the high flow of petrol through
the carburettors. However, when the engine is stopped this heat “soaks” out,
increasing under-bonnet temperatures and causing the petrol to boil.
Reducing the magnitude of this problem both
helps to protect the engine from damage and reduces the severity of the Hot Restart Problem.
There are basically three ways to achieve this:
1) Choice of petrol 2) Advancing the ignition timing 3) Tuning the carburettor
Other than Sunoco Optima 98 (which is ideal),
super grade petrol or petrol containing ethanol appear to be the best fuels to
use; adding kerosene also helps. Although very specialist equipment is needed
to accurately measure the degree of Cyclic Variability, the good news is that
it is something that can be detected during normal driving. Cyclic Variability
makes an engine sound and run rough. Comparing the sound and smoothness of an
engine when using different brands or grades of fuel, can give an indication of
which is the best to use. Choose the one where the engine runs most sweetly.
In addition, a thermocouple fitted to the top
of the radiator gives some indication of the waste heat generated by the
engine. It provides the means to compare different fuels when driving in the
same way in similar ambient temperatures. The lower the temperature reading,
the better the fuel is performing.
Advancing the ignition timing is the most
effective way of reducing exhaust temperatures. Make sure the centrifugal advance
works using a timing light with the means to measure the engine advance. Check
the shape of the advance curve against that recommended for your model of car.
If your car is fitted with a vacuum advance, check it is working properly using
the timing light. If your car does not have a vacuum advance, consider fitting
one. Advancing the ignition timing a few degrees (e.g. 5 to 10 deg.) beyond
that normally recommended also helps.
However, DO NOT
over advance the engine to the point where it starts to pink!
If you are considering gas flowing your inlet
manifold and cylinder head, think about what you want to achieve. For normal road
use, this could reduce the turbulence and mixing of the air and petrol in the
inlet manifold and make the Slow
Combustion Problem problems worse.
With an SU carburettor, check the fuel level in
the jet is set correctly. Modern floats or “stay up” floats may be too light, causing
the fuel level in the carburettor jet to be too low. If they are fitted, check that
the springs in the suction chambers are the correct colour for your car. Most MGs should have red springs, but the TF
uses light blue and the V8 uses yellow.
Finally, consider a session on a rolling road
to ensure that your engine is optimally tuned and running as efficiently as
possible.
Storage
Problems
When stored in a car’s petrol tank, modern petrol
“goes off”. After not being used for a few weeks, some people have found their
cars difficult to start and when they do, they run rough until filled with a
new tank of petrol. The reason for this is that even at normal ambient
temperatures, the low boiling point components of modern petrol evaporate,
changing its characteristics. Data from BP Australia Ltd produced in 2005 shows
this effect:
Time
1
Week
2 Weeks
3
Weeks
4
Weeks
5
Weeks
%
volume of petrol lost
3%
5%
8%
10%
15%
Density
(gm/cc)
0.75
0.76
0.765
0.78
0.79
With fewer low volatility components, the petrol does not evaporate as easily to help start the engine. When it does start, the increased density will cause the engine to run rich, making it run rough.
This creates a dilemma. Some people recommend
storing cars with a full tank of petrol to stop condensation. Should you follow
these recommendations, you will lose a greater volume of petrol and have more “bad”
petrol in your tank when you come to use your car.
Suggestions include:
Only keep your tank half full when you store your car
Add
some fresh petrol before you try to start or use it after storage
Use
a fuel that contains anti-oxidants, metal deactivators and corrosion inhibitors
(possibly super grade petrol) or use an additive.
Ethanol Blended
Petrol
I believe ethanol blended petrol is here to
stay and over time, concentrations of ethanol will rise. Whilst there are issues,
it appears that ethanol blended petrol is not the “baddie” that some people
fear.
As far as I am aware, there are two practical problems
which owners need to be aware of; rotting petrol hoses and seals and, more
serious, the severe corrosive effects of any water that may get into the petrol.
On the positive side, the tests at Manchester showed the engine ran better on
ethanol blended petrol.
As part of the regular service routine, owners
should check for petrol leaks. Start the car to pressurise the fuel system and
feel around the rubber hoses, carburettors and fuel pump. A dry kitchen towel
is a good way to detect leaks.
Be very careful when filling the car,
especially on wet days. You do not want to get ANY water into your fuel system.
Consider slosh coating your petrol tank and periodically draining it and
letting it dry out; annually clean out the carburettor float bowls and replace
any filters.
Conclusion
Modern petrol and classic cars don’t really go
together. The Manchester XPAG tests have helped to understand the cause of
these problems and suggest ways they can be avoided. Hopefully, implementing such
suggestions will enable owners to better enjoy their classic motoring.
Thanks must go to the staff and students at
MACE who supported these tests and to all those who sponsored the work, either
financially, or by supplying parts or fuels. Particular thanks to Andrew Owst
who loaned the engine, David Houghton who came out of retirement to manage the
test cell, Prof. John Yates, Stuart Ray and Peter Cole who gave up their time
to help run the tests. Thanks must also go to the MG Car Club, Burlen Fuel Systems,
Totally T-Type 2, Octagon Car Club, Innovate Motorsports, Federation of British
Historic Vehicle Clubs (FBHVC), MG T Register, MG Y Register, Anglo American
Oil Company, NTG, Distributor Doctor, BP Australia and 123 ignition.
I would also like to thank everybody who has helped me, providing input for the tests, discussing the results and proof reading the articles. I hope everybody who has read them has found them useful.
Paul Ireland
Ed’s note: Thanks must also go to Paul who, apart from the time spent in Manchester, must have spent hours and hours writing up the articles for us to read.
Paul’s
Luggage racks
Paul still has a few of his stainless-steel
luggage racks for sale. These consist of two arms fitted to the existing “spare”
holes in the rear of the chassis (TA, TB and TC – they will need to be drilled
for the earlier MMM cars) supporting a flat rack positioned behind the spare
wheel. Not only is this very easy to fit, it folds up when not in use. Price is
325 GBP plus carriage. I have two of these racks for collection to save
carriage for anybody living in the Bath/Bristol areas.
TB0251Further
to thearticle on the prototype TAs,
it is pleasing to report that TB0251 is alive and well and is being brought back
to life. The chassis and running gear have been fitted and the bodywork is
virtually complete. The registration mark is BRX 805.
High
oil pressureFollowing a question
from a TF owner who was concerned about an oil pressure reading of 100 psi on
start up of his recently rebuilt engine, Eric Worpe offered the following
advice:
“The maximum oil
pressure should be limited by the oil pressure relief valve in the oil pump to
about 60 psi. Higher oil pressures run the risk of increased oil leaks, especially
from the rear main bearing oil scroll and increased wear rates on the oil pump
mechanism and driving gears. There’s little benefit in having oil pressures
above 60 psi anyway.
The relief pressure is
determined by the oil pressure relief spring (Moss part number 329080, NTG part
number ), which can be reached by undoing the brass hexagon headed plug on the
underside of the pump body. This should release the relief valve guide, relief
ball and spring. Make sure the copper washer for the brass plug is in place.”
Thermostat Housing
Further to Martin Holloway’s article in the April issue on the subject of
aluminium thermostat housings, Mike Green of NTG Services has asked me to
publish the following:
“We have been supplying alloy bodied thermostats for over 30 years, having produced well over 1000, including many to the trade. For years we supplied units with a fixed Waxstat as the original factory units were supplied complete with housing, manufactured by Smiths Industries. More recently we devised a way of making the Waxstat removable for replacement or change to a different value. We also incorporated an optional disc with a small breather hole for those who felt that it beneficial to block the by-pass aperture. The grade of alloy used is the same as used on alloy cylinder heads and marine applications.
However, concerning the deterioration of the metal and build-up of matter in the housing, we have encountered this problem just twice during all the years of production, the last one about 5 years ago, plus the one described in TTT. All I can say is that the matter remains a complete mystery, and the only theory that we can put forward is that there must have been some chemical lurking in the cooling system from years ago in spite of thorough flushing that has caused this violent reaction. Perhaps someone with more scientific experience could shed more light on the matter, but the fact remains that we only know of these 3 cases, otherwise we would have withdrawn the part from sale many years ago.”
Mike
Green, NTG Services. March 2019.
Log book for TF2823 Barrie Jones has been in touch to say that a green RF60 log book for TF2823 (registration mark GRJ 856) is available free of charge from Charles Leith Limited. Contact can be made by the owner via the website at: https://www.charlesleith.com
GRJ 856 comes up from a
DVLA enquiry as a 1954 black TF which is taxed until 31/12/2019.
Body to chassis packers for a TC
I’ve received the following from Graham Murrell:
“When I removed the body from the
chassis in the late ’60s I found some thin felt that had been used as body
packers. These had seen much better days and certainly were not suitable to put
back as they would have been too distressed to be of any use.
Over the years I read as much as I
could, TCs Forever! and the like, and
gave the subject much thought and finally came up with the idea of using
Polyurethane sheet which is hard enough not to compress too much, is extremely
wear resistant and available in black sheet of different thicknesses.
As 0.25″ or 6mm is recommended
I decided to go down the route of a 12″ square of approximately 3mm
thickness and cut 2 packers for each chassis to body bolted joint. The front
and centre ones being 50mm square and the rear being approximately 90mm x 32mm.
The holes can be drilled with a normal drill.
I chose 3mm thick so that I could add
extra or remove one to achieve the optimum body alignment with the rear door
posts at 90 degrees to the floor/reinforcing angles. It would also be possible
to use aluminium packers of varying thickness interposed between the 2 packers
to enable smaller height adjustments to be achieved should it be necessary and
still maintain a ‘soft face’ to mate with the chassis and body.
I have fitted mine and after adding
an extra packer to the rear passenger side I am very pleased with the result.
I purchased mine from;
Batchelor Polyurethanes Ltd 5 Bannerley Road Garretts Green Ind Est Birmingham West Midlands B33 0SL
They are not inexpensive at £48.00
per sheet including postage packing and VAT but it should be a case of ‘fit and
forget’ and the one sheet should make enough for 2 cars.
Central Lube System – Late TA and TB
Mike Inglehearn, who is co-organising TB 80 with Jeff Townsend, has made reproduction oilers for the central lube system (with all parts fully interchangeable with the originals), also the rear elbows and a replica square wheel hammer to the correct dimensions for the TA & TB. Mike made these originally for himself but has since made them for other owners.
Some pictures follow:
A pair of
rear elbows
Oilers –
the middle one is an original, the others are reproductions made by Mike.
Steel adapter
union rear trunnion
More
oilers
Two pics of the ‘Enro’
wheel hammer, one in the toolbox of Mike’s TB and one on its own.
The TD and TF have the facility to install
automatic reversing lights by fitting a switch to the side of the gearbox. The bad news is the gearbox tunnel has to be
removed to gain access to the blanking grub screw on the nearside of the ‘box
that has to be removed. Once off it’s a straightforward
job – apart from putting the tunnel back of course. One option might be to cut a hole in the side
of the tunnel and fit a rubber grommet to seal it.
The switch is available from Intermotor part
no. 54850. It is necessary to fold down
the tongues to avoid fouling on the tunnel.
Lighting Regulations
These are governed by the Road Vehicles Lighting Regulations 1989, all 99 pages of them. They are complicated but are there for a
reason which is safety.
Optional Reversing Lights Schedule 14
No more
than two may be fitted. They must be white
and not exceed 24watts per lamp. There
is no requirement for a tell-tale on a motor vehicle first used on or after the
1st July 1954 provided that the electrical connection is such that
the reversing lights cannot be illuminated other than automatically when the
vehicle is in reverse gear.
Once you have installed
the switch, all you need to do is take a power feed from the stoplight switch
and run a return wire along the chassis rail down to the back of the car. The wiring clips are notoriously expensive. A cheaper alternative would be to use
electricians’ clips sprayed black (see
pic). They come with a very strong
sticky backing to fit them to the chassis.
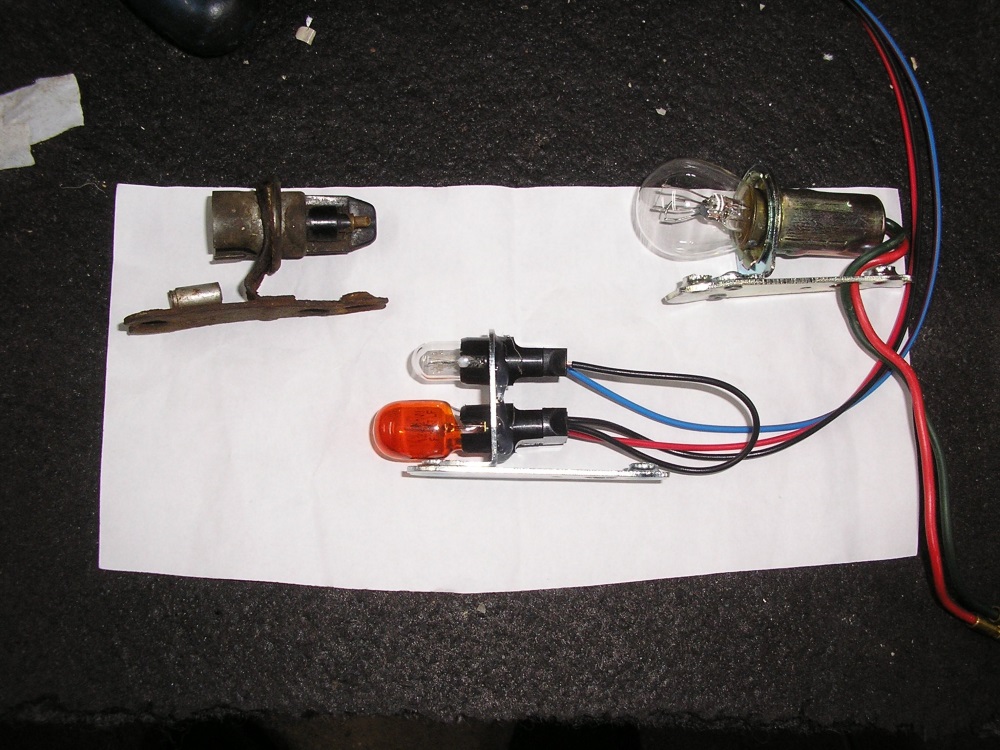
I used a pair of Lucas 1130 sidelights mounted on
modified P clips on the rear valance incorporating separate indicators using
the twin bulb holders. The wires drop
down behind so no drilling.
Lucas
1130 sidelight with modified P clip.
Top of
picture shows original bulb holder and bulb, bottom shows twin bulb holder, which
fits inside the Lucas 1130 sidelight.
Lucas
1130 sidelight fitted to rear valence using a modified P clip.
Rear Reflectors
These have been the subject of great debate at
the Fairmile MG meeting recently and this is the definitive answer.
Rear Reflectors: Schedule 18
Two
reflectors must be fitted, not more than 400mm from the extreme outer edge of
the car, at least 250mm from the ground and not more than 900mm.
The Minister for Transport made a statement in
Parliament on 7the April 1954 that
As from 1st October, 1954, the carrying of reflectors will become
obligatory for allvehicles, including cycles.
Note that this is retrospective so all MGs must have
them fitted of whatever age.
Ed’s
note: You
have probably noticed the nearside rear reflector fitted at the bottom of the
tank. It is held in by a bent P clip behind the tank panel.
Maestro
di MG 29.3.19
4.75/500 x 19 Tyres
In reply to a query from Martin Franklin, Dieter Wagner offered the following advice:
Usually I fitted 4.75/5.00 x 19 Dunlop tyres on
my MG TC on the back. They are more expensive than the 4.50 but the advantages
are:
– they last longer – better road holding (more rubber on the road) – more comfortable – you save about 3% revolutions – the car looks as yet better
Every TC is a bit different so you may have
problems fitting them. Sometimes it is necessary to lift the car with the
jack positioned under the spring in front of the rear axle. So that the axle
will move a bit backwards for fitting. I think you can fit them on the front as
well. Then the look is more harmonic.
Here’s a picture of
Dieter’s TC0444 with 4.75/5.00 on the back. When in Dieter’s ownership the TC originally
had swept wings, but he opted to have cycle wings at a later date.
With advancing year’s he’s
sold the car now, but still drives a TD in memory of his first MG which he owned
in 1962.
Longstone Tyres
https://longstonetyres.co.uk list some alternative makes for the larger
tyres. I like dealing with them.
Oil – As a
relatively new TF owner, I always consult Barrie Jones if there is something I
need to know about maintenance. I recently asked him what oil he uses in his TF1500
and he told me Comma 20W/50 Classic – it’s lovely greenish stuff!). I bought 2 x
5 litre cans on the Internet and whist the car was on the ramp having its MOT I
asked my friendly ‘old school, one-man band’ garage owner (there aren’t many of
these about nowadays!) to change the oil and filter for me. Yes, I know one can
do it oneself and I do have an inspection pit in my daughter’s garage where I
keep the car, but it seemed silly not to avail myself of the facilities.
In fact, I’ve
decided that as long as we both ‘keep going’ I’ll get the oil changed annually when
the car has its MOT.
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.