by Paul Ireland
The book, Classic Engines, Modern Fuel describes how modern fuel differs from classic fuel. It suggests solutions to overcome the problems this causes.
In the same way that modern fuel differs from classic fuel, modern oil is very different from those oils that classic engines were designed to use. This article describes these differences and provides advice to owners on how to choose an oil for their classic vehicle.
When my 1949 MG TC was built, the Owner’s Manual listed a choice of two engine oils for each manufacturer. One for “Temperate and Tropical”, the other for cold climates “32o F to 0o F (0o C to minus18o C)”. Why two different grades? The reason …. the viscosity (or thickness) of oil drops with increasing temperature. It becomes runnier. The mono-grade oils of the time were specified with a number (e.g., SAE 40 for summer and SAE 20W for winter). SAE is a standard rating of viscosity defined by the Society of Automotive Engineers. The higher the number, the more viscous the oil.
A classic, “Winter Grade” oil would be too runny at higher temperatures, causing damage to the engine. “Temperate and Tropical” oil would become far too viscous below 32o F or 0o C and could cause the bearings to overheat. Owners had to change their engine oil twice a year, filling with winter oil as temperatures dropped and summer oil in the warmer months.
Modern multi-grade oils have removed the need for this twice-yearly oil change. Their ratings include two numbers, for example, SAE 20W40. There is a large range of different ratings on the market, e.g. SAE 0W10 or SAE 20W60. There are also mineral, semi-synthetic and synthetic oils. With such a wide choice it is a lot harder for owners of classic vehicles to know which oil will best protect their engine.
Advertisements describe engine oil as liquid engineering. After reading the rest of this article, you will understand why. Formulations balance a set of different additives, creating the optimum oil for a target class of engine. Overall, modern oils offer better protection for an engine than the classic oils did.
Why do we put oil in our engines?
Oil does more than just lubricate the engine, it helps cool it, prevents corrosion and keeps it clean. Unfortunately, any particular engine oil is a compromise between these four requirements. Improving the performance in one area, can degrade the performance of one of the other areas.
We now discuss these four requirements under headings (1), (2), (3) and (4) in more detail.
(1) Lubrication
Why is lubrication important? If you look at even the most highly polished metal surface under a microscope, it will appear very rough, rather like the surface of a road. Imagine trying to drag a piece of wood with a weight on it down a road. Not only would it be very difficult, the wood would soon be worn away. This is exactly what would happen to an engine that is run without oil.
Oil binds to the metal surfaces, creating a film. Where two surfaces are in contact, such as the bearings, this film separates them, providing a layer of liquid for them to slide over. The better the oil binds to the metal surfaces, the better the lubricating properties.
How does oil bind to a metal surface? It is a balancing act between two different forces, adhesion and surface tension. A good engine oil must have a high adhesion to metal and a low surface tension. Adhesion can be improved with tackiness agents; surface tension reduced by adding silicone surfactants. These additives are the start, oils also have a range of other additives to improve their performance. More on that later.
What about viscosity? Up to a point, a more viscous oil will increase the thickness of the oil film binding to a metal surface. It will also need more force to push it out from between two surfaces, improving lubrication. Unfortunately, it will not flow as well as a lower viscosity oil. At low temperatures wax like crystals can form, reducing the flow of a viscous oil even further.
Viscosity of multi-grade oils The viscosity of multi-grade oils is stabilized by polymeric additives (viscosity index improvers). Multi-grade oils are designated by two numbers and the letter “W” (e.g., SAE 20W40). In this example the oil has a similar low temperature viscosity to SAE 20W. High temperature viscosity like to SAE 40.
A lower W number means the oil is less viscous at low temperatures. This helps with starting and will reduce wear until the engine warms up.
A higher second number means the oil is more viscous at high temperatures. This produces a greater thickness of the oil film in a warm engine, helping to protect the components.
(2) Cooling
Lubricating two metal surfaces significantly reduces the friction between them. It does not remove it completely. Friction generates heat. When the two metal surfaces are quickly moving past each other, as in a car engine, this means a lot of heat. As the oil circulates, it removes the heat from the metal surfaces and drains into the sump where it is cooled. Some engines have oil coolers to improve the cooling of the oil, others have fins on the sump that perform a similar function.
An oil with a high viscosity flows through the engine more slowly than a less viscous one, reducing its capacity to remove the heat. A high viscosity oil may improve lubrication, but may also result in heat damage to the bearings. There is a risk of the oil overheating, degrading the additives, or oxidising.
Approximately 40% of an engine’s cooling is done by the oil. Modern fuels are more volatile at lower temperatures than classic fuel. Keeping the engine and under-bonnet temperatures as low as possible is important. Choosing an oil with a lower viscosity may help with this.
(3) Corrosion
In an internal combustion engine, water and acidic gases are blown into the sump past the piston rings. These are called blow by gases. These mix with the oil and can corrode the metal surfaces. When the oil adheres to these surfaces it can provide some protection. Modern oils have additives to further improve on this protection. Unfortunately, these additives can cause problems.
(4) Keep it clean
Along with the blow by gases, particles can enter the oil either from the combustion products or wear. These particles can coagulate and produce sludge or varnishes that build up in the engine, blocking lubrication channels or reducing oil flow. Again, modern oils have additives to avoid this problem.
THE CHALLENGES OF LUBRICATING AN ENGINE
An internal combustion engine is difficult to lubricate as the parts have different lubrication needs e.g., plain bearings, sliding surfaces, rubbing surfaces….
Plain Bearings
These are the crankshaft main and big end bearings and camshaft bearings, referred to as hydrodynamic lubrication bearings. A pressurised film of oil, fed from the oil pump, keeps the bearing surfaces apart. Each of these bearings is subjected to high intermittent loads ….the crankshaft and big ends when a cylinder fires; the camshaft when a valve is opening. The oil’s viscosity must be high enough to prevent the surfaces from touching when subjected to these high loads. Too high a viscosity reduces the volume of oil flowing through the bearings, reducing the cooling effect. This can lead to damage to the bearings or the oil overheating and oxidising. Furthermore, too high a viscosity can reduce engine power.
It is possible to estimate the best viscosity of oil to use from the bearing clearances. The greater the bearing clearances, a more viscous oil is needed to spread the load over the whole bearing surface. Most engines have 0.001 inch of clearance for every one inch of crank journal diameter. Knowing the crank diameter, it is possible to estimate the bearing clearance. This gives suggested SAE ratings for iron block and steel connecting rod engines as:
For example, the standard 1250cc XPAG engine has bearing clearances of:
The clearances specified in the manual for the XPAG, are consistent with the calculated values. This suggests that the formulae of 0.001 inch of clearance for every one inch of crank journal diameter applies to classic engines.
A conservative assumption of oil temperatures of 70o C to 105o C suggests an oil viscosity rating of:
These values are less viscous than the SAE 20W40 normally recommended for the XPAG. Modern semi-synthetic and synthetic oils are better able to maintain a stable oil film under pressure than classic oils. This allows a less viscous oil to be used which improves the cooling of the bearings.
With an XPAG, there is a potential problem of using a thinner oil; that of oil leaks. There is not a priori reason why thinner oil should be more prone to leak through the crankshaft seals. It will run back to the sump quicker than a thicker oil.
Engines should not be run full throttle at low RPM. This increases the load on the big end and main bearings, reducing the thickness of the oil film and risking damage to the bearings. Much better to change down and run the engine at a higher RPM.
Sliding surfaces
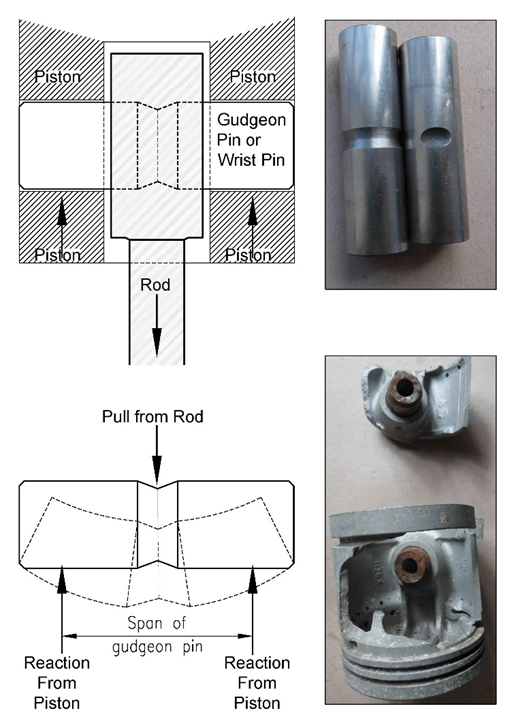
The pistons in the cylinders are an example. The piston rings and piston slide against the surface of the cylinder. Unlike the plain bearings, there is not a high force pushing these surfaces together. The difference is that the parts are only in contact for a very short period of time during any stroke. It is important the oil does not drain away from the surface before the next stroke of the piston. A “sticky” or viscous oil is needed.
Rubbing surfaces
These include the cam-followers and rockers. Like the pistons, this is a sliding contact; the difference is that there is a high intermittent load as the valves are opened. Unlike the crankshaft bearings, which have a high pressure oil feed, these surfaces are only lubricated by a splash feed. This is where anti wear additives play their part. A typical example is zinc dialkyldithiophosphate (ZDDP).
Emission controls limit the levels of ZDDP in modern oils. An oil with an appropriate level of ZDDP for a classic engine, may not comply with the ACAE or API oil standards.
Other parts
There other components of the engine that are not discussed. For example, the timing chain, chain tensioner, oil pump and distributor etc. Each with its own lubrication requirements.
Hostile environment
Not only does engine oil need to meet these very different lubrication needs, it is working in a very hostile environment.
Blow by from the cylinders introduce acidic gases and particles into the sump that pollute the oil. This is why clean new oil becomes black.
Engine oil is subject to mechanical stresses. The high intermittent loads, splash feeds and churning of the oil by the crankshaft are causes. This stress breaks down the long chain molecules of the additives, reducing their effectiveness.
Engine oil wears out.
ADDITIVES (and types of additives)
Additives are mixed with the base oils for the following reasons:
- Improve the properties of the base oil. For example, viscosity index improvers, corrosion inhibitors, anti-foam and demulsifying agents.
- Extend the lifetime of the oil in the engine. For example, detergents and metal deactivators
- Increase the ability to lubricate under extreme pressure. For example, additives such as ZDDP and tackiness agents.
Some of the additives are polar. They look like tadpoles. The heads are attracted to the surface and the tails repel other agents. These include: particle enveloping, water emulsifying and metal wetting additives.
The percentage mix of additives is important. More is not always better. Increasing the percentage of an additive does not always give any extra gains. Worse, some additives compete with each other for the same space on the metal surface. For example, a high concentration of an anti-wear additive can make the corrosion inhibitor less effective and vice versa.
Some additives are sacrificial or are used up in performing their function. For example, the particle enveloping additives.
Viscosity Index Improvers
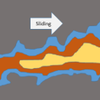
Viscosity index improvers are very large (high molecular weight) polymers. These prevent the oil from thinning out (losing viscosity) as the temperature increases. This allows the use of an oil, which untreated, would have insufficient viscosity at high temperatures. At low temperatures, viscosity index improvers have no effect. The thinner oil reduces wear and improves fuel economy while the engine warms up. These additives are widely used in multi-grade engine oils. Viscosity Improvers look like a spring (see illustrations):
At low temperatures it is coiled up like a ball and has very little effect on the ability of the oil to flow. As the temperature increases, the spring expands, thickening the oil and reducing its ability to flow. This increases the natural viscosity of the oil at these higher temperatures.
Unfortunately, the long molecular chains of viscosity improvers can be broken up by the mechanical stresses in the engine. This damage is permanent and reduces the high temperature viscosity of the oil.
A second problem can occur in areas where the oil is subject to high shearing forces, for example in the bearings. This can prevent these molecules from thickening the oil, temporarily reducing its viscosity.
There are several different types of viscosity improvers. High-quality improvers are less susceptible to permanent shear loss than the lower quality ones that may be used in cheaper oils.
This is a factor that needs to be considered when choosing the viscosity of the oil being used in an XPAG. A conservative approach would be to increase the high temperature viscosity by 10 points. For example….
Rust and Corrosion Inhibitors
These additives reduce internal rusting and corrosion. They do this in two ways. They are alkali so they neutralise the acids.
Secondly, they form a chemical protective barrier to repel moisture from metal surfaces.
Some of these inhibitors are specific to protecting certain metals. An oil may contain several different corrosion inhibitors.
By binding to the surface of the metal, they can prevent the oil or other additives reaching the metal. They may reduce the lubricating properties of the oil.
Anti-wear (AW) Agents
These protect the metal surfaces that rub together under high load conditions from wear and loss of metal. This includes the cam-followers, camshaft lobes and rocker arms. These are typically phosphorous compounds such as ZDDP.
(AW) agents are polar additives that react with the metal when metal-to-metal contact occurs. Activated by the frictional heat, they form a wax like film that protects the metal surface. In the process, the levels of these additives in the oil drops.
They also help protect the base oil from oxidation and the metal from damage by corrosive acids. Unfortunately, they can “fight for space” on the metal surface with rust and corrosion inhibitors. The balance of these two additives is critical.
Compounds such as tricresyl phosphate (TCP) can also be used as anti-wear agents. This may not be as effective as ZDDP.
The anti-wear additives only play their part when the boundary oil layer breaks down. A more viscous oil will be better able to maintain the boundary layer under pressure than a less viscous one.
In classic engines such as the XPAG, the pressure between parts such as the camshaft and cam followers is higher than that of modern engines. This makes the addition of anti-wear additives more important for the oil used in these engines.
Detergents
Detergents are usually alkaline and perform two functions. They help to keep hot metal components free of deposits (clean) and neutralize acids that form in the oil from the blow by gases. They are often used in conjunction with a dispersant additive.
Like the anti-corrosion additives, these can interfere with the lubricating properties of the oil.
Dispersants
Dispersants work in conjunction with detergents to help prevent the build-up of deposits or sludge in the engine. Remember changing engine oil in the “old days”? There was always a layer of sludge left in the sump. Something you rarely see with today’s oils
Dispersants are tadpole like molecules whose head is attracted to the carbon or other deposits. They stop the deposits sticking together and keep them less than 1 micron in size. At this size, they remain suspended in the oil, blackening its colour. The detergents neutralise contamination, while the dispersants allow particles to stay suspended in the oil. As with the other additives, these are “used up” over time.
The suspended particles displace the oil between the metal surfaces, reducing its effectiveness. Unfortunately, classic engines tend to be “dirtier” than modern ones. It is worth “keeping an eye” on the colour of the oil on the dipstick. Change it before it gets too black and “sludgy” looking.
Anti-foaming Agents
The oil in a running engine is being churned around. It is being squirted out of the plain bearings, flung off the big ends and agitated by the pistons moving up and down. Under these conditions it could foam, reducing the volume of oil in the sump. The anti-foaming agents are usually added in low concentrations. They contain a substance that weakens the oil bubble wall so they burst.
They have an indirect effect on oxidation by reducing the amount of air-oil contact.
Other common Additives
There are other additives that are often added to oil. These are:
• Friction Modifiers – lower the friction between the components, specifically the pistons and bores, to improve fuel economy.
• Pour Point Depressants – at low temperatures wax crystals form in the oil and stop it flowing. These additives reduce the size of the wax crystals to allow the oil to flow at low temperatures.
After-market Additives and Supplemental Oil Conditioners
There are hundreds of chemical additives and supplemental lubricant conditioners available.
Important points to be aware of are:
- An inferior oil cannot be converted into a premium product by the inclusion of a supplemental oil conditioner.
- Increasing the volume of one additive in an oil may give no additional benefits.
- Some additives can “fight each other”. Increasing the volume of one additive may decrease the effectiveness of another.
- Base oils can only dissolve a given volume of additive. The addition of a supplemental oil conditioner may result in the base oil being over saturated. The additive will settle out of the solution and remain in the bottom of the sump and never carry out its claimed or intended function.
What oil to Choose?
All these factors make it very difficult to choose the best oil to use in a classic engine. While some are expensive, their cost is negligible compared to that of the petrol consumed between oil changes.
A basic principle is that it is not worth “skimping” on the oil you use. Cheaper oils may use lower quality additives that can degrade more quickly. There is also a range of anti-wear agents that can be added to oil, some more effective than others. Camshaft and cam follower wear is a problem with the XPAG engine. Any oil should contain a good anti-wear additive such as ZDDP.
Viscosity is also an important factor.
The viscosity of the chosen oil will depend on the state of wear of the engine and its use. Classic cars are often only driven short distances. Engine wear is at its greatest when the engine and oil are cold. An XPAG can take more than 25 miles to warm up, even on a summer’s day. Under these conditions it is better to use an oil with a lower SAE “W” rating as it will flow more easily in a cold engine.
Oil Pressure
Once the oil pressure is sufficiently high to prevent the bearing surfaces touching, increasing it gives no further benefits. This is why the oil pump in the engine has a bypass valve to limit the increase in oil pressure. What is important is the volume of oil flowing through the bearing.
The XPAG engine suffers from an interesting “feature”. The bypass valve is too small to take the volume of oil flowing through it. The net result is the oil pressure shown on the gauge can be 20- 30 psi greater than that set by the oil relief valve. This is particularly evident with more viscous oils.
For example, with the oil relief valve set to 40 psi, the engine can run at 60 psi when cold and 45 psi when hot.
This “feature” is useful when choosing the right viscosity of oil. For the example above, a cold and hot oil pressures of 45 psi would be ideal. Running at 5 psi above the relief valve setting shows the oil is sufficiently viscous that there is more than the bearings need. A small volume is still having to flow through the relief valve.
For cars used for longer journeys the second or summer rating is important. Keep an eye on your oil pressure gauge to see how much higher it is than the relief valve setting and how fast it decreases as the revs drop.
Long Life Oil
Some additives can extend the life of the oil. But at a price. They may displace other additives that protect the metal surfaces. As the oil in classic cars is often changed after 2000 miles or less, it is questionable whether such products offer much benefit.
Mineral V/S Synthetic oil
Synthetic or semi-synthetic oils have a more stable oil film than mineral oils, allowing the use of lower viscosity oils, and giving better cooling and protection for the bearings.
Modern High Performance Oils
An oil blended for a modern engine, may not be suitable for a classic engine. Restrictions on emissions can influence the choice of additives. For example, reducing or replacing ZDDP. Also, modern engines are not as susceptible to corrosion from acidic blow by gases. They will have lower levels of the additives than needed in a classic engine.
Alternatives
There are alternative suppliers of oils for Classic or Racing cars, for example Driven Oils (https://drivenracingoil.com/), available from Anglo American Oils. With an understanding of the engineering that goes into producing these oils, classic vehicle owners are better equipped to make a more informed choice.
Editor’s note: I asked Paul how he had researched his article. He replied as follows:
“This article was inspired by an American Oil publication about bearing clearances and the viscosity of oil. The article is based on personal observations of using modern lower viscosity oil in my TC and information obtained from The Complete MG Workshop and Tuning Manual (W. E. Blower) and articles and research papers published on the internet.”
There is much that I have learnt from Paul’s article and I hope that readers will find it interesting and helpful. I was conscious of its length and with this in mind I have tried to present it in such a way that it flows reasonably well (in harmony with the oil!) so as to maintain the reader’s interest.
Paul originally included some information on ‘Standards’ such as ACEA standards which are based on testing developed by theEuropean Engine Lubricants Quality Management System(EELQMS) and the API Standard which is defined by The American National Standards Institute. Whilst this information is “nice to know” its publication would have made the article longer and there was already enough detail to absorb!
A warning to (excessively) leaky XPAGs
8.4.1. Fluid leaks
You must check for fluid leaks on all vehicles other than Class 3. You should do this with the engine idling. A leak of fluids such as engine coolant, screen wash and fluid required for Selective Catalyst Reduction are not reasons for failure. You should fail a vehicle if a fluid leak creates a pool on the floor within 5 minutes that’s more than 75mm in diameter or if there are many leaks which collectively leak fluid at the same rate. You can refuse to carry out the test if there’s an excessive fluid leak.
(extract from MOT Tester’s Manual).