First, by way of an apology, I have been extremely busy, getting together my 1933 swept wing J2 so that it is ready for the paint shop. If I have not responded in timely fashion to some of you that’s the reason.
Values of Triple-M cars and T- Types continue to soar here in the UK and knowing how many hours I have spent recently, not to mention the invoices for parts supplied, it’s not difficult to see why. Of course, one could never recoup the cost of a full restoration but that’s not the name of the game.
J3656 looking a bit more like a car now. Behind it (just visible) is TC0750 waiting patiently
The TF1250 featured on the front cover of April’s magazine has now changed hands for the full asking price. However, there were only two enquiries for the car; one private, one trade. It went to the private buyer who lives within a mile of the previous custodian.
The market for the beam axle cars does seem to be a little livelier and I am aware that an advert which I have just ‘authorized’ for inclusion on the website has, on the same day of its appearance, received an interested response from mainland Europe. The car in question is an ex-Lancashire Police TA requiring full restoration.
Due to my preoccupation with the J2, the planning for the IOW Tour has been on hold.
However, I hope to be in a position to send out the ferry tickets and rally plates in June and I have been in touch with a couple of the ‘locals’ regarding the routes.
The front cover of this Issue features Derek Bradshaw’s TA (TA2259). Having spent the last 30 years restoring the car and getting close to the finishing line, Derek’s health deteriorated to the point where there was concern about his ability to finish it. Unbeknown to Derek, his wife and daughter contacted the television programme Car SOS and they took on the task of completing the car and getting it back on the road.
To quote Derek: “All this without my knowledge. I was taken to the Cheshire Steam Fair where I was surprised by the presenters and my car was presented back to me. WHAT A SURPRISE THAT WAS!”
The programme was the first of the new series of Car SOS and appeared on Monday 24th March on National Geographic channel No 526 on SKY digital.
I’ve been making a number of trips to Wellington in Somerset to have the panels on my J2 blasted at SW Sodablast Ltd. The owner, Tim Willson, is a genial Canadian who takes great care with the panels and does a superb job. On my way back I drop the panels in to the paint shop (The Finishing Touch) at Winscombe in Somerset. The proprietor, Adrian Moore, is a Triple-M (F2) owner and also races a Frogeye Sprite. Adrian etch primes the panels as soon as he gets them.
On one of my trips to Wellington (along the busy A38 trunk road, before joining the M5 South) I saw a sight to behold; a Mallard duck was leading her seven tiny ducklings across the busy road and miraculously they managed to reach the other side without being mowed down by some of the idiots who frequent our roads nowadays. This incident reminded me of the following sign which is situated off the B4368 road in the village of Aston on Clun, South Shropshire.
JOHN JAMES
DISCLAIMER BY THE EDITOR
Totally T-Type 2 is produced totally on a voluntary basis and is available on the website www.ttypes.org on a totally FREE basis. Its primary purpose is to help T-Type owners through articles of a technical nature and point them in the direction of recommended service and spares suppliers.
Articles are published in good faith but I cannot accept responsibility or legal liability and in respect of contents, liability is expressly disclaimed.
My fascination with the design of the classic MG 2-seater started as a 5 year-old boy living in North Wales during WW2. Very few toys were available and I exchanged my favourite ‘gobstopper’ marble for a Dinky Toy model of a PA with no wheels. From then on I was determined to own this type of sports car but it took me until 1960 when I was an engineering apprentice at the B.S.A. to achieve this. I scraped together the sum of £275 (a lot of money to me in those days) to purchase a late 1949 TC in Clipper Blue that had been first registered on January 2nd 1950 and owned by Jack Olding & Co. of Mayfair, the Rolls Royce, Bentley and Aston Martin dealers.
TC 10215 was bodily in very good order but the engine was a mechanical disaster zone. A large diameter flexible pipe had been attached to the engine breather pipe to run to the rear of the car. This enabled the driver to see where he was going while leaving those behind finding their way in an acrid oily fog. The first job once the TC was at home was to take out the engine and do a complete overhaul. With this done, the car was a delight to drive and became a treasured possession.
Motor Sport was one of my interests and it wasn’t long before the TC was entered in the 1962 MGCC Silverstone meeting, achieving a first place in the 5 lap handicap race and a Standard award in the 30 minute high speed trial. This led to an annual programme of racing, entering any event that was suitable, until in 1965 an accident at Woodcote, whilst practising for the Bentley Drivers meeting, ended up with damage to the chassis. This necessitated in a complete rebuild.
Photo 01: TC10215 at Silverstone 1960s
Although a replacement February 1949 chassis was quickly obtained, pressures of a growing family and then an overseas posting meant that the TC was stored in a lock up garage and left to the ravages of time for a few years.
Returning to the UK a rebuild was started using the replacement chassis, as a repair that had been carried out on the original chassis was not acceptable. By 1982 the car was back at MG Silverstone (its first run after the rebuild) but this time to win best T-Type in the concours event.
Despite the shoddy repair, I had retained the original TC10215 chassis through numerous house moves, and by 2008, in my 70th year, I decided something had to be done. In December 2009 Metalcraft in Bradford were given the job of stripping and rebuilding the chassis whilst retaining the left-hand side chassis rail that bore the chassis number. The chassis restoration was completed by January 2010.
With the restored chassis now available it was inevitable that a chassis swap had to be undertaken, preferably sooner rather than later, as I was not getting any younger.
The project presented two sets of problems, technical and logistical.
On the technical side I was confident in being able to handle all that had to be done and it was an opportunity to incorporate some quality checks and alterations. These were:-
– Repaint the bonnet top panels and front apron where some fading and minor damage had occurred.
– Strip and check the front axle assembly.
– Crack test front stub axles, steering arms and Pitman arm.
– Check the original steering box and consider fitting a VW conversion.
– Consider fitting a five speed gearbox or raising the rear axle ratio to 4.625:1.
– Eliminate a gearbox oil leak from the speedometer drive take off point.
– Improve rear axle oil retention by fitting ‘Mad Metrics’ rear bearing nut kit and a lip seal on the pinion.
– Overhaul the braking system and fit new ‘Alfin’ type drums.
On the logistic side there were problems of space limitation, mechanical handling and lifting to be overcome.
The logistical problems were paramount.
I have a 28 square meter garage but have to house the TC, a Mk III Midget, a lathe, bench driller, work benches and various cycles. No rented garage space was available locally and I wanted to be able to keep my eye on the Midget, but I did not want it to spend time outdoors.
I decided that the TC body tub, complete with doors, rear mudguards and fuel tank, would be kept together as an assembly, as would the engine and gearbox. It would be useful to know the weights I would be handling and lifting, and after a bit of research I decided on the following:-
Engine and gearbox: 370lbs (168kg)
Bare chassis: 112lbs (51kg)
Body tub: 364lbs (165kg)
Rolling chassis: 1204lbs (547kg)
Complete vehicle: 1736 lbs (789 kg)
I established a module size for the TC tub assembly and for the Midget. To get everything in the garage space I would have to store the tub as near as possible to the ceiling and fit the Midget under this. With an 8ft (2.5mtr) ceiling height I could achieve this but I would have no space for an RSJ beam or the lifting gear. I realised that by putting the RSJ up in the apex of the gabled garage roof and arranging for the lifting tackle to come through the ceiling this could be achieved. The Midget would then fit underneath.
Length was also rather critical. I had to have the tub positioned right up to the garage end wall to avoid it being struck by the overhead garage door when opened, which meant that to use my lathe I would have to crouch under the rear of the suspended body tub.
Opening the up-and-over garage door could only be facilitated by restricting the amount of door travel and a heart stopping moment was had when first opening the door as the door top stopped an inch from hitting the tub bulkhead and fuel pump. I videoed this and it was a bit exciting the first time!
Having sorted the space problem I then had to figure out how to lift and support the tub. I needed a fixture that would support the body at ceiling height, give a range of different heights to facilitate work on the body, be moveable when laden (i.e. on castors) and be wide enough to accommodate the Midget underneath.
I decided that with the use of suitable spacers I could support the body tub on two 30 x 30mm square tubes fitted cross-ways and bolted to the tub using the body to chassis mounting holes. These in turn would be incorporated into a structure of angle iron and square section tubes that would permit the body tub to be lifted off the chassis and securely positioned at ceiling height (windscreen removed) and allow for the Midget to be parked underneath.
With the logistics sorted out in theory at least, the whole project started to look viable, so in July 2011, with the help of my 15 year old grandson, Josh, we started by fitting a suitable RSJ in the strengthened roof gable and getting the lifting tackle in position. As well as lifting, the RSJ beam would allow forwards and aft movement of the body to give us more flexibility.
Using 30x30mm, 40x40mm and 50x50mm angle iron and square steel tubing we created a structure that would meet the parameters mentioned above.
Photo 02: The frame work to support the body tub being assembled.
Photo 03: Frame work ready
Photo 04: Midget tried for size.
To lift the body tub, shackles and lifting straps were attached by brackets to the body frame and this and its supporting framework slid vertically on four upright square tubes that in turn were attached to castor mounted horizontal tubes. Cross drilled holes and bolts enabled a variety of different working heights to be incorporated. When the Midget was stowed underneath additional padded bracing was added to give rigidity and for peace of mind the lifting tackle was always kept connected. This exercise considerably honed Josh’s workshop skills as he took on the task of cutting, drilling the iron work and assembling the structure. Later he was also very useful, lying under the car on the concrete floor dismantling and assembling!
Photo 05: Anchorage of lifting straps.
Photo 06: Four straps in position.
Photo 07: Lifting the body off.
Trellises made of small section square tubing, on which I had rebuilt the Midget some years earlier, were used for supporting the ‘new’ chassis, as parts were transferred to it. These too were castor mounted to give ease of movement.
Photo 08: Body lifted to storage position.
Photo 09: Engine and gearbox removed from chassis.
The ‘old’ rolling chassis was kept on its wheels as long as possible and four Machine Mart ‘dollies’ were used to allow mobility.
I used a hard cover exercise book to record notes on all work done, all measurements taken, hours spent and to log where all parts were stored.
My wife Linda also agreed that some household and gardening jobs would take second place so that I could spend maximum possible time on the project. I was determined to see the job through and not allow TC10215 to end up as a ‘garage find’ for someone in the future.
The Strip Down
With all fixtures and fittings ready on 4th August 2011 Josh and I took the final decision, with some trepidation on my part, to start by stripping off head and side lights, radiator and bonnet, front mudguards and apron, seats, inner trim and floorboards. By the end of the first day we had reduced a very smart TC to something that looked a bit of a wreck. In five working days we were ready to lift the body tub complete with rear mudguards, doors, fuel tank, folded hood, coiled wiring harness, and control cables and stow it at ceiling height.
Photo 10: Josh starting to strip down TC10215
The next job was to remove the engine and gearbox as a unit. Originally I had planned to lower the tub assembly in its fixture and wheel this to another part of the garage whilst we lifted the power unit from the rolling chassis. I found however that I could turn the rolling chassis round and wheel it back underneath the elevated body assembly, lower the block and tackle through the centre of the body, hook on the engine lifting straps and lift the engine and gearbox off the rolling chassis.
With the chassis rolled away, and the engine and gearbox still hanging underneath a rather surreal image emerged of a mid-engined TC with the power take off pointing forwards! (see photo 09). The engine and gear box were stored on yet another castor mounted fixture.
By the sixteenth working day the ‘old’ chassis had been stripped and was ready for cleaning and repainting. To get to this stage had taken 100 man hours. The easy part completed!
Photo 11: The ‘old’ rolling chassis ready for final dismantle.
At this stage some time was spent checking alignment and condition of both chassis. I devised a marking system covering such things as wear, past corrosion, condition of brackets etc and marked each chassis accordingly. Fortunately the ‘new’ chassis passed muster.
Photo 12: Midget and TC body stowed.
The Body
At this point it was interesting to assess what depreciation the body and chassis had suffered since the last rebuild in 1982, some 32 years earlier. The chassis required a good clean to remove years of road dirt, oil deposits and a hardened layer of ‘Dum Dum’ filler that I had used to seal off any gaps between the front mudguards and the chassis. The body showed no signs of rust and the wood frame no signs of rot or water ingress. Some paint touching up was required on exposed edges of inner mudguards and a good clean under the wheel arches showed that all was in an unspoilt condition. This was not surprising considering that the car had always been garaged and its use in wet and salt covered roads had been kept to a minimum.
The front mudguards were cleaned of any road dirt and one or two spots on the edges were rubbed down and touched up with cellulose paint that I had stored since the car was repainted in June 1980. Interesting to note that the cost of a ‘body shop’ to spray the finishing coats of cellulose at that time, with the car dismantled, was £173 including materials!
I had decided before starting this project that I would not be tempted to repaint the complete car but only the bonnet top panels which had cracked on the corners near the hinges. The front scuttle also had some minor damage. These parts where sent to HDW Banbury Ltd for repair and repaint. In order to match the colour a sample (the battery box cover) was spectrographically analysed. The repaint was carried out using twin pack not cellulose. This was chosen as I was looking for improved durability of the paint for the bonnet top. I had found that the clipper blue was very prone to fading in strong sunlight and drying with pale blotches after rain. There was a risk that whilst the colour may match the different finish achieved would be problematical, although this proved not to be the case.
With the body sorted and panels stored away, work started on the mechanical jobs with the front axle and stub axles considered one of the major areas for attention.
Front Axle Assembly
After stripping off the ‘old’ chassis everything was cleaned and checked. Leaf springs were stripped, cleaned, inspected for wear and damage (especially the mounting eyes) and reassembled.
The front axle was carefully checked for straightness by mounting longitudinally on a length of 60mm square tubing and measuring for differences end to end. Mounting 0.75 inch diameter bars in the kingpin eyes enabled kingpin inclination and castor angles to be checked with a magnetic spirit level having angle indication.
Steering arms, stub axles and Pitman arm were crack tested at NDT Consultants Ltd in Coventry. http://www.ndt-consultants.co.uk/Newwebsite
One stub axle was found to be cracked so a pair of Bob Grunau stub inserts was obtained through John James and these and new kingpins and bushes were fitted by Paul Myatt in Trysull, Staffordshire. http://www.classiccarconsultant.co.uk/about-paul-myatt
Ed’s Note: Bob Grunau in Canada is a long time Triple-M and T-Type enthusiast. He is one of the best technically competent persons for T-Types that I know. He supplies a range of T-Type parts including stub axle inserts (supply only or fitted for you), TA/TC tapered half shafts, front/rear hubs, oil filter adapters for modern spin on for TA-TF), Alfin type brake drums, rolled rim wire wheels and more. E-mail him for a complete list to: grunau.garage(at)sympatico.ca {substitute @ for (at)}.
Front hubs were fitted with new taper roller bearings, spacers and seals. To assemble these, as I had no suitable press, I made up a jig comprising an angle iron base (that I could mount in my workbench vice) into which was fitted a vertical 0.625 inch threaded rod. This, together with a variety of spacers did the job of a press and enabled me to assemble the hubs and easily check the pre-load after assembly. This angle iron jig was particularly useful for a variety of assembly jobs and could be easily modified as required.
Photo 14: Front hubs on assembly jigs ready for pre-load test.
With all rectification work complete the front axle assembly was fitted to the ‘new’ chassis with new spring bushes and taper plates. Care was taken to ensure that the axle beam and taper plates were correctly oriented.
Steering Box
The original steering box was still being used, and I had some thoughts of fitting a VW conversion. Whilst I accepted that the VW conversion would give some advantages such as lighter steering loads especially whilst at low speeds, I was concerned about weight and some conversions I had seen seemed rather heavy with cumbersome pitman arms.
On inspection, my original steering box seemed in good condition with no end float on the steering column. Wear between the sector shaft and steering box, when measured, proved to be negligible. The sector shaft peg showed little wear so the box was reassembled with three 0.003 inch shims removed from under the top plate to achieve an acceptable feel. I had fitted a lip seal on the sector shaft in the 70s so oil loss was not a problem. The Pitman arm had passed crack testing so I decided to reuse the original steering box and see how it felt on road testing.
The Gearbox
The car was fitted with its original gearbox which was working well except for some oil loss, mainly from the speedometer drive take off point. I had driven an MGA fitted with 5 speed conversion and was very impressed with the way it transformed the car into one that could be used comfortably in modern traffic conditions. With the benefit of this experience I concluded that I needed to raise the overall TC gearing to allow more relaxed driving.
In weighing up the advantages of a 5 speed conversion against the work of conversion and the loss of originality I decided that, as my original gearbox was sound, I would stay with it. However, I decided to raise the rear axle ratio to 4.625:1 by fitting a 37:8 crown wheel and pinion supplied by Roger Furneaux roger.46tc(at)virgin.net {substitute @ for (at)}.
Photo 15: New CW&P on being assembled.
To stop the oil leak from the speedometer drive I removed the speedometer pinion housing and gear and measured up the parts. By machining out the housing (drive take off end) to 0.53 inch bore 1.086 inch deep, a 10×1.0 mm nitrile rubber ‘O’ ring can be accommodated to run on the pinion shaft. This I held in place with a 0.53 OD x 0.42 ID x 0.164 inch long spacer, slide into position and retained by Loctite. This modification depends on the space requirements of the individual speedometer drive cable so dimensions may need to vary from car to car.
Rear Axle
Apart from replacing half shafts from time to time, oil changing and the fitting of a 4.875:1 ratio CW&P in the 60s the axle had been untouched for about 45 years. No damage was found when disassembling the crown wheel and pinion assembly apart from the break up of the cage containing the double row bearing at the front of the pinion, which fortunately, had not led to other damage. The CW&P assembly was rebuilt with a 4.625:1 ratio, taper roller bearings and a lip seal in a modified pinion bearing cap, following the procedure outlined by Roger Furneaux.
The axle casing was cleaned inside and out, checked for damage and the two bronze reverse scroll bushes removed. The half shafts were fitted with stainless steel sleeves and the axle assembly rebuilt with ‘Mad Metric’ lip sealed nuts obtained from Roger Furneaux. The original wheel bearings were reused as they were good condition.
The axle was fitted to the ‘new’ chassis with the original springs and dampers (all cleaned, checked and repainted) using new bushes.
Brake pipes although in good condition were replaced with a set made in ‘Kunifer’ (copper/nickel alloy tubing) together with new hoses for good measure. Wheel and master cylinders were sent to Contract Auto Engineering Ltd in Stourport on Severn for fitting with stainless steel bores, and the brake shoes relined.
I decided to fit a new master cylinder push rod as the original had high wear in the ball joint. I bought two push rods from two different suppliers and neither was anything like my original and neither could facilitate the fitting of the master cylinder to the chassis. I resorted to significant modifications to one of the push rods in order to achieve a useable component. Two examples of suppliers supplying products not fit for purpose!
New ‘Alfin’ type brake drums were fitted (at last getting away from the pressed steel type as fitted originally). I decided to stay with conventional brake fluid and the complete system was assembled on the ‘new’ chassis.
Final Assembly
On 8th May 2012 the body tub was lowered on to its new chassis and the final phase of the project started. To get to this stage had taken 580 man hours.
The wiring harness which had been left in situ on the body tub had to be rethreaded along the chassis and up through the wing braces to the head and side lights. This proved to be a difficult job with care being taken not to cause damage to the harness.
Front mudguards, running boards, radiator assembly, front apron and bonnet all took time and patience to reassemble but slowly it all came together so that by mid June 2012 after fitting a stainless steel exhaust system the car was ready for its MOT, which it passed on 18th June.
Conclusions
I found that the car drove well in a straight line, did not wander as it had done previously, steered well enough to dispel the prospect of a VW conversion, and stopped well and squarely, with short pedal travel once the brakes had bedded in.
The whole project, to re-establish TC10215 with its correct chassis number, had taken from August 2011 to June 2012, with a total of 700 man hours being worked.
It had been an opportunity to see how well the car was keeping and to carry out some useful repairs and modifications. It had also provided my grandson Josh with some experience of working on old vehicles and the opportunity to earn some useful pocket money.
TC10215 is now complete with all its correct and original numbers.
The ‘old’ chassis is cleaned, painted and hanging from the ceiling of my garage.
Many thanks to Josh for all his hard work and to Linda for being very tolerant and supportive.
Jim Pielow
March 2014
Ed’s note: Thanks Jim for a very informative article. Your space utilisation has given me ideas on how I can make the best of my own cramped facilities.
Photo 16: A crowded garage! (the ‘old’ chassis can just be seen stored above the body).
Photo 17: New chassis rolled out.
Photo 18: Meet the workers, Jim and grandson Josh.
The problem of corrosion caused by dissimilar metals being in contact with each other within a moist environment is a well known in engineering circles.
The problem occurs because in the presence of moisture, metallic materials in contact act as electrodes of an electrical cell and the material with the greater negative potential corrodes first. In addition, the higher the potential difference the greater the rate of corrosion. This has been given the name of electrolytic corrosion.
In aerospace design electrolytic corrosion is an important consideration during the initial scheming phase of a new project and the original design will limit the maximum potential difference between interfacing materials to – 0.25V for assemblies that will be exposed to atmosphere or salt water and – 0.5V for internal assemblies that are subject to condensation only.
In any engineering design, a component’s material is chosen for suitability to the task a particular component has to perform i.e. bronze for plain bushes.
However, the required material choice of constituent components making up an assembly may bring dissimilar metals into contact resulting in a maximum potential difference in excess of the recognised (aerospace) guidelines above and this is where plating is used to stop electrolytic corrosion affecting the integrity of the components.
Plating introduces a layer of material that will become the sacrificial element of the assembly at the interface of different metallic materials.
In the context of restoration it is possible, through a lack of knowledge, to adversely change the original design intent of an assembly and introduce a path for electrolytic corrosion that did not previously exist.
A simple example is in the use of home plating kits. Whilst these are a great innovation for the home restorer, caution should be observed.
As an illustration take steel brackets that were originally cadmium plated.
In the home environment it would appear ok to re- plate with nickel as a safer alternative to cadmium, which is cacogenic, producing a restored component with a visually pleasing finish / colour. With reference to the accompanying table, I’ll explain the error.
The table lists the most common materials found during restoration of a road vehicle and the corresponding potentials each one produces in water.
The cadmium plate has a potential of -0.80V and steel a potential of -0.75V. The difference in potential is -0.05V which being less than -0.25V is acceptable and as the cadmium has the greater negative potential in the presence of moisture it will corrode in preference to the steel base material of the bracket.
Now restore the bracket and finish with nickel plate applied with your home plating kit. The nickel plate has a potential of -0.15V and steel a potential of -0.75V. The difference in potential is -0.60V which being greater than -0.25V is unacceptable and adversely the steel now has the greater negative potential in the presence of moisture and it will corrode in preference to the nickel plate when the plating becomes damaged exposing the steel base material i.e. by tightening of fixing nuts on assembly.
Other ways to change the material interface, would for example, be the use of stainless steel fasteners (-0.20V or -0.45V) in lieu of original cadmium plated steel fasteners.
This can be acceptable but if the item being assembled was for example, made from bare aluminium (-0.80V), the change would adversely affect the material interface and introduce a path for electrolytic corrosion as the potential difference is greater than -0.25V and with the more negative potential the aluminium would corrode first.
I hope this article proves to be a useful guide into this subject for the MG restoration fraternity.
Paul Ireland has come up with an improved design over the original Factory arrangement.
When I bought my TC in 1967 it looked as if the pedal bearings had not been lubricated since the car had left the factory. The clutch pedal had seized onto the shaft and a very rusty shaft had been rotating in the pedal box and worn both and the central and outer supports! I have been running for the past 46 years with a bodge shim and wobbly peddles! At the time I also drilled and tapped the pedals and fitted grease nipples. This worked fine, but meant you had to crawl under the car to grease them. 46 years later this is becoming more difficult. This year I decided it was time to fix the problem by fitting an oversized and cross drilled shaft so I could grease the bearings from the outside of the car.
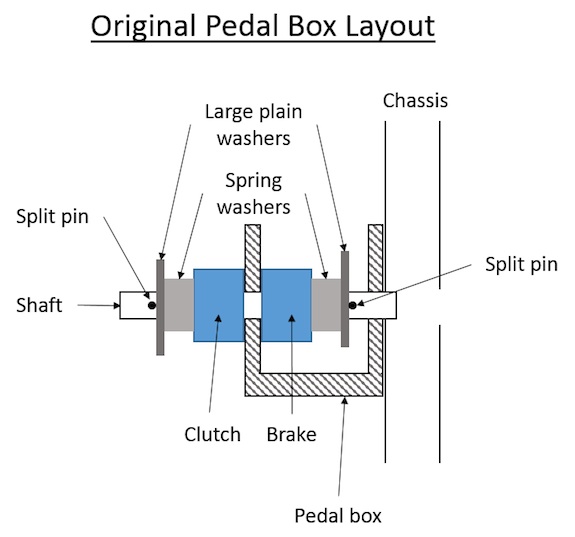
The pedal box is basically a U shaped fitting with two 5/8” holes to mount the pedal shaft. It is fitted onto the chassis with three bolts and one rivet (I do not know why the factory fitted one rivet) which means it is very difficult to remove. There is a larger diameter hole through both the outer and box sections in the chassis. There are a number of problems with this arrangement:
• There is no means to lubricate the pedals.
• Shaft can rotate in the pedal box and wear the pedal box (as mine did).
• There is no means of preventing end float in the shaft; it is only located by the two spring washers.
• Spring washers allow dirt and water to enter the ends of the pedal bearings.
• Clutch end of the shaft is unsupported at one end placing a high load on the outer (chassis end) pedal box support.
• It is not possible to provide for a grease nipple as the outer split pin prevents drilling an end feed.
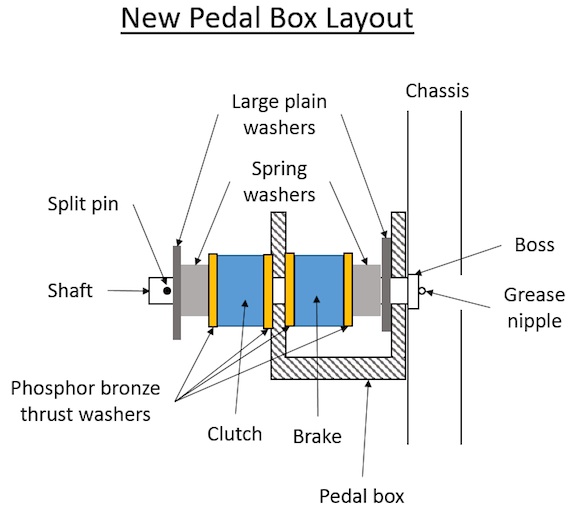
My replacement shaft attempts to address some of these issues.
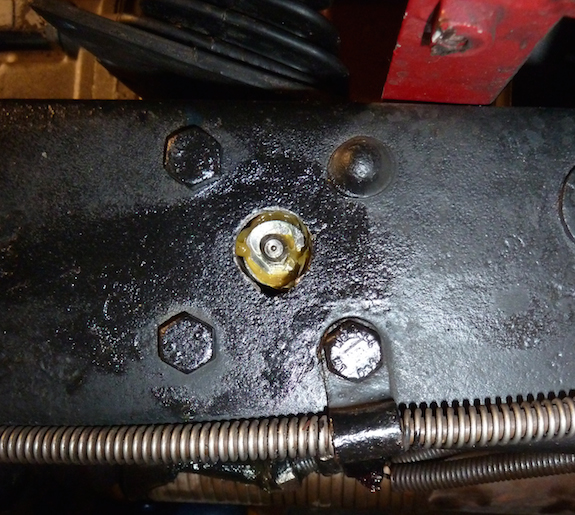
The boss on the outside serves to provide an end location for the shaft and removes the need for the inner split pin. The outer part of the shaft is +2 thou to create an interference fit with the outside of the pedal box to prevent the shaft from rotating. This arrangement has allowed a central feed hole from a grease nipple at the end of the shaft to cross drillings inside the pedal bushes. This permits the pedals to be greased from the outside of the chassis. In addition I have added 4 phosphor bronze thrust washers both to “seal” the faces of the sides of the pedals to deter water and dirt ingress and provide a bearing surface.
The new shaft was made from 18mm stainless bar and I increased the diameter of the pedal shaft by 55 thou (from 625 to 680 thou) to allow for the wear in the outer side of the pedal box. To maintain the thickness of the bushes in the pedals, I also reamed the pedals to increase the diameter of the hole in them by a similar amount. The new oversized bushes and thrust washers were turned from phosphor bronze.
The thrust washers were made after the central hole had been bored to fit the new shaft by facing the bar and using a parting tool to slice off each washer, repeated 4 times. The inner washers are 60 thou thick and the outer 75 thou. Each washer has 4 filed radial groves on one face, deeper on the inner edge tapering to nothing on the outer to allow grease to flow between the pedal and washer. They are a close fit on the shaft to force grease between the pedal and washer rather than allowing it to flow between the washer and shaft.
The accuracy of the cross drilling is not critical as long as the two grease feed holes meet the central feed. At the brake pedal side, the plain and thrust washer thicknesses should be chosen to ensure there is adequate compression of the spring washer.
The distance of the split pin hole from the end of the shaft depends on the thickness of the plain and thrust washers and again should be positioned to ensure the spring washer is adequately compressed. The split pin hole is at 90o to the grease feed holes to ensure the bearing face under load is properly lubricated when the split pin is installed vertically.
Warning: Do not forget to fit the fume excluder over the pedals before fitting into the car.
While care is needed not to “over ream” the chassis or bushes, the whole assembly can be easily manufactured using a metal lathe.
The 250mm x 18 mm stainless round bar and 1”OD x 1⁄2” ID hollow Bronze tube were bought from www.metals4u.co.uk The 21/32” – 23/32” adjustable hand reamer for the bushes and chassis box and 23/32” – 25/32” adjustable hand reamer from www.totoolsupplies.co.uk The reamers were reasonably cheap and their quality adequate.
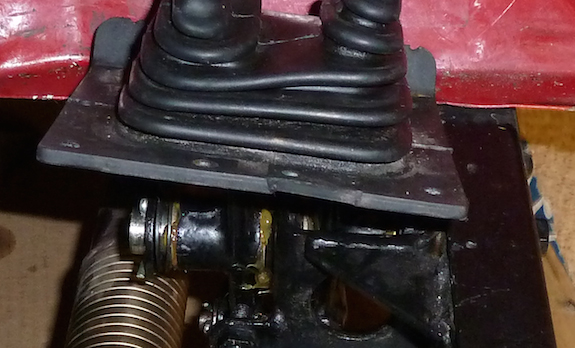
I now have two free moving pedals that no longer wobble and are much easier to grease.
Paul Ireland
April 2014
Ed’s note: Drawings of the old and new layouts follow along with photographs of the parts used, the shaft, the location of the grease nipple and the completed job.
How often do you check your oil pressure gauge? The answer is probably not often enough. I regularly glance at the pressure gauge but last December it wasn’t often enough. Having spent the previous 3 months rebuilding the steering on my TA I took the car out for a test run.The steering was transformed and I was really enjoying the drive.
I called in to see someone who had just bought a dismantled TC to restore. Having sorted out the boxes of parts there were several items he couldn’t identify so wanted my help. He had a thorough look around my car, including under the bonnet, so I know the car was alright at that point.
As the temperature was dropping dramatically I wanted to dash home and I was concentrating on keeping warm rather than watching the pressure gauge. Just three miles later the engine started to rattle. I immediately dipped the clutch and that caused the engine to stop. I rolled to a stop and got out to investigate. As soon as I was out of the car I could see the nearside front wing had turned completely black with engine oil, which also covered the bonnet side, door and rear wing.
Opening the bonnet revealed that a soldered joint on the oil pressure gauge pipe had failed where it attaches to the engine block. The TA has the pipe going straight to the block rather than having the flexible hose fitted to XPAG engines. The dip stick didn’t show any oil so the sump had clearly emptied itself in less than 3 miles. Over a gallon of oil certainly makes a mess when it is being pumped out at 60 psi.
I tried turning the engine on the handle but it was virtually seized. I phoned the AA and requested recovery, explaining that an oil pipe had broken so I had lost all engine oil and seized the engine. I double-checked that they were sending a recovery vehicle rather than a patrol van. Whilst waiting I cleaned up the oil as best as I could. An hour later an AA van appeared. The patrol man took one look and said he couldn’t fix it so I needed recovery. Yes I knew that already and had asked for recovery. Another hour passed before the recovery lorry finally arrived. By now it was very dark and very cold.
The following weekend I removed the sump plug and drained out just half a pint of oil mixed with plenty of white metal from the bearings. The TA big end and main bearings are cast from white metal and machined to suit the crankshaft rather than having replaceable shells. Clearly the engine needed expensive repairs. Rather disappointing as when I bought the car 18 months earlier it had only covered about 40 miles since the previous owner had spent over £14,500 on having the engine rebuilt twice. The first time an MG specialist charged £5442 to rebuild it but less than a year later another MG specialist found major problems which necessitated another full rebuild which cost £9108!
With the engine out of the car and stripped right down I was very pleased to find that just the big end bearings had suffered. The main bearings, bores, pistons, camshaft had all survived undamaged. I carefully checked the crankshaft but this was perfect with less than half a thou of wear. So I just needed 4 new big ends made. The crank and rods were taken to John Kirby at Croydon.
While the car was stripped down I decided to have the radiator shell re-chromed as it had gone dull around the top. With the radiator slats out I re- sprayed them. I next looked at the gearbox as the gear selection was very notchy and synchromesh didn’t work. I found 6 separate problems with the gearbox even though it had been rebuilt just before I purchased the car. The selector forks didn’t line up so the selector lever didn’t move smoothly across the gate. The selector lever had been worn (they all wear) and it had been ground down to a smooth surface making it even smaller rather than building it up with weld and grinding back to original size. The bearings were very loose in their housings. The splines on the third motion shaft were damaged and the output flange had been hammered on instead of cleaning up the splines. When I turned the first motion shaft there was a horrible grinding noise which turned out to be the lay gears rubbing the gearbox casing. Unbelievable that it had been rebuilt like this by an MG specialist (Well, there are MG specialists and MG specialists! – ED) Luckily I have 4 spare gearboxes so all of these were stripped and assessed before the best one was overhauled.
Once the new big ends were ready, assembly of the engine was straight forward and it wasn’t long before it was back in the chassis. When purchased, the engine was finished in MG maroon whereas the TA should have a bright red engine. I took the opportunity to return it to the correct colour.
When I came to bolt the carburettors back on I checked them first and discovered that there was considerable wear in the throttle spindles. Dismantled I also found that the spindle bores in the bronze bodies were also very worn. Rebuild kits were ordered from Burlen Fuels. I made up a jig to bolt the carburettor bodies to so that I could accurately bore out the bodies to accept the new spindle bushes that come in the kits. I ordered new standard needles as the carburettors had been fitted with weak needles. The colour of the spark plugs and combustion chambers confirmed that the engine had been running too weak.
Photo 02: Boring out the carburettor bodies in order to fit the new spindle bushes obtained from Burlen.
The whole exercise had taken 3 months and cost £765. Not wanting to repeat this any time soon I felt it sensible to fit an oil pressure warning light, utilising the 30mph lamp. This lamp wasn’t connected up in my car and I doubt if many TA – TC cars have it working as intended. Being bright green and right in front of the driver it is perfect as an oil warning lamp.
Photo 03: The ‘Thirtilite’ which now serves as the oil pressure warning light.
On eBay I purchased a stainless steel braided hose and T-piece for £27 and a pressure switch for £7. For a live feed I connected a wire to the coil and ran it up to the 30mph lamp. Another wire ran from this lamp down to the pressure switch mounted on the front of the ramp plate. Earth return is through the switch body. Now with the ignition turned on the bright green light is very prominent and I am confident I will see it immediately if the engine loses oil pressure again.
Photo 04: Showing stainless steel braided hose from block to pressure switch.
I would certainly recommend this improvement to all T-Type owners. There isn’t enough space to fit a T-piece and switch directly to the engine so the TA needs a flexible hose. XPAG engines should already have a flexible hose so just a T-piece and switch are required which will cost about £15. TD and TF owners don’t have the 30mph lamp so would need to fit a warning lamp to the dashboard.
My brother once had the flexible hose split on his car but luckily he had travelled less than half a mile to a garage before he discovered it so no damage done.
I have a few of these in stock which have been supplied to me by Barrie Jones. They are made from stainless steel and are priced at £15, plus postage. The TF heat shield has larger holes for the H4 carburetters and must be fitted along with the original TF spacers. The TB/TC version has smaller holes for the H2 carburetters. To fit this shield to the TB/TC you will also need the aluminium spacers shown in the photo (at £5 per spacer). This in turn will require longer exhaust manifold studs (not supplied), ideally 60mm long, with 20 mm of thread at each end. The threads should be 10×1.5 modern metric.
Some questions have been asked about the use of aluminium for the spacers. Here is Barrie’s explanation of the theory behind his design:
“The main problem with modern fuel seems to be the Ethanol content. This apparently slows down the burn so that the partially-burnt fuel continues to burn after it has been ejected from the engine. This raises the temperature of the exhaust manifold, and the radiated heat could boil the fuel in the float chambers.
The TC/TD float chambers are very close to the exhaust manifold, so
1) The polished stainless steel reflects the heat away from the float chambers.
2) The spacers move the float chambers further away from the exhaust manifold, reducing the effects of radiation even more.
There is a secondary problem. When Ethanol vapourizes as it exits the jets of the SU carbs, this has a refrigerant effect. On a cold, damp morning it could cause any water vapour in the air to freeze, blocking the jets with ice. This happens in aircraft. Pilots are taught that icing-up of a carburetter can happen with air temperatures as high as 20°C (68°F). So, by making the spacers from alloy I am trying to get MORE heat to the carb body whilst I am trying to get LESS heat to the carb float chambers”.
The following testimonial was recently received by Barrie from a TC owner who was supplied with the heat shield and spacers:
“…It has really done the trick. I went for the first long run of the season today. No overheating or trouble re-starting – Excellent!”
New stub axles for TA/TB/TC
Tim Patchett (T-racer) has just three (3) sets left from his most recent batch. The price is £630.00 per pair, plus insured carriage of £15.00 posted to a UK address. Tim’s contact details are: happypeople222(at)gmail.com {please substitute @ for (at)}.
Report of a steering failure on a TD
The following has been received from Cecil Wells:
“Only by the grace of God I averted a potentially disastrous event. I backed my MG TD out of the garage to let it run a few minutes. When I started to drive it back in I turned the wheel a little and something didn’t feel right. Turned the wheel again, then I couldn’t turn it at all (no steering). Inspecting under the hood revealed only one (of three) bolts remained in the pinion shaft flange. Two of the three nuts had come loose and the bolts and rubber bearings were lost. Evidently the cotter pins were not installed (probably during the restoration by the former owner). I would strongly recommend an inspection for this problem”.
Calling the current owner of TD12175
Mic Bennett owned TD12175 from 1969 to 1976 and would welcome the opportunity to communicate with the present owner. Mic’s e-mail address is Mic(at)thebennetts.uk.net Please substitute @ for (at).
Repair of Clocks
The following has been received from David Ward:
“I received my first edition of Totally T-Type 2 and found it very interesting, especially the article on page 17 about TD clocks.
In my teens (late 1950s) I owned a 1936 MG TA. I already own a 1976 MGB GT, converted back to chrome bumper, and decided to invest in a T- Type. I went for a TD as it seemed to incorporate various improvements over the TA, TB and TC but kept the overall T-Type appearance.
I am now starting to make general improvements to the car to bring it up to showroom standard. One of the first things I noticed was that the clock did not work.
Amongst other hobbies I do restore and collect old clocks. I removed the rev counter and attempted to mend it. I found that it was full of dirt, but even after cleaning it still would not work so I placed it in a small vice and separately powered it.
It would run for a few minutes and then stop. By accident I happened to view the mechanism late one evening when it was dusk and observed sparks in various areas of the clock.
I am a qualified electronics designer and could see this was electrical arcing from the coil. By adjusting the electrical contact arm (quite intricate) I have managed to get the clock working again. For how long remains to be seen, but so far it has been ok for 2 months.
If any of your members are interested I would be willing to see if I can repair their clocks. A very small fee would cover my expenses”.
Ed’s Note: David can be contacted by e-mail at: warddavidc(at)virginmedia.com Please substitute @ for (at). Below are a couple of pics; the first is of David’s TD and the second is of David’s clock, which is still working fine.
Tool Rolls
Mike and James Collingburn have asked me to give their tool rolls a mention, so here goes…..
Repro of Vintage tool roll for Classic Cars, mainly post-war with leather trim. They are based on originals found in T and Y-Types. They were bought in by the Morris Group to hold the tool kits for Morris, MG, Wolseley and Riley cars but may have been bought in by other marques. They can be used on any car, mainly post-war that had a later, smaller tool kit.
Tool Roll is 16 1/2″/42cm x 10 1/2″/ 27cm made out of heavy duty, double skinned Tan/Beige hooding (same used on hoods and tonneaus) canvas with sewn and riveted leather straps. Made in small batches, all holes are punched by hand and eye. They are actually better than original as they are thicker and more hard wearing. Some of the stitching on the centre strap that holds the loops may have wonky stitching – this is unavoidable and part of its production. They are very strong and well made.
You are buying a tool roll only, it does not come with any tools, nor do we sell them.
Retail they are £44.99 plus P+P, No VAT.
E-mail collingburn(at)btinternet.com substitute @ for (at).
Hagerty Classic Car Insurance
I have just responded to the renewal notice on my PB. The premium has not gone up and is extremely competitive. I could no doubt phone around and possibly save a few quid but I like Hagerty’s service and that means a lot to me.
The ‘Seven Deadly Sins’ series of articles
This issue should have included the sixth in this series of articles i.e. “TRACKING – set up, tyre tread and pressure”. The author, Eric Worpe, has prepared the article but due to pressures elsewhere (excuse the pun!) I have not ‘done my bit’. Normal service will be resumed for the August issue.
However, there is something relevant to offer you under the next heading……..
Front Bump Stop on the TC – distance between rubber stop and rebound plate
In response to a query from Geoff Piddington in Australia, Eric Worpe e-mailed the following:
“I wish I knew the correct answer to this question. I had thought of jacking up the front suspension and observing the relationship between the castor angle and the bump stop clearance. However, I’m doubtful that it would provide a definitive measurement.
Based on observations from admittedly a small sample, a gap between 30 to 40mm with springs that have recently settled seems normal. After a few years, this gap seems to reduce to about 25mm”.
Ed’s note: Is there any advance on 40mm or any examples of a gap below 25mm?
Stiffener Plate for MGTC Gearbox rear cover plate
A not uncommon occurrence (see pic below). The TA had a steel cover plate but thanks to the ‘bean counters’ this was changed to aluminium. Stiffener plates are available from Doug Pelton in the US and Bob Grunau in Canada. I am not aware of a UK supplier.
Photo supplied by Roger Sparrow – thanks Roger!
Articles held over to the August issue
I have a couple of ‘period’ articles from John Canty and Peter Dennis recalling their ownership of T- Types in the 1960s. John still has his TC and Peter now owns the TA which ‘starred’ in the Heartbeat TV series.
There is a story of a reunion involving Vic Lee, one time owner of TC1397 and Nick Hayes, the current owner.
There is also a fascinating account of a TC sold in Northern Ireland back in 1961 which has been traced to the USA.
I am still holding a couple of articles by Jonathan Goddard and I also have articles by Steve Cameron and Kevin Halstead. I really do need to spend a bit more time at the desk!
An interesting comparison of different size tyres on the rear of these two TCs. Above: TC2268 shod with (I assume) the 16 inch rears is owned by John Cockrem. Below: TC4479 previously owned by John, but now with Quentin Sykes has the standard 19 inch rears. Photos were taken on a run to the Sugarloaf Reservoir organised by the ‘B’ Register of the MG Car Club of Victoria. Thanks go to Matthew Magilton for supplying them.
Above: TD0282 owned by Graeme Jones who purchased the car in the 1960s and disassembled it for restoration but has just completed it. Occasion was the ‘MG Maintaining the Breed’ rally organised by the MGCC Victoria T Register in April at the Domaine Chandon vineyard in the Yarra Valley. 97 MGs attended of which 61 were T-types. Thanks to Matthew Magilton for the photo. Below: Paul Ireland in TC9601 with Ken Knights in TC8739 following behind on the 44th Annual Ipswich Felixstowe run in May. Over 500 classic motor bikes, cars, lorries and public service vehicles took part. Photo reproduced by kind permission of Abbott Photography abbottphotography.org.uk
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.